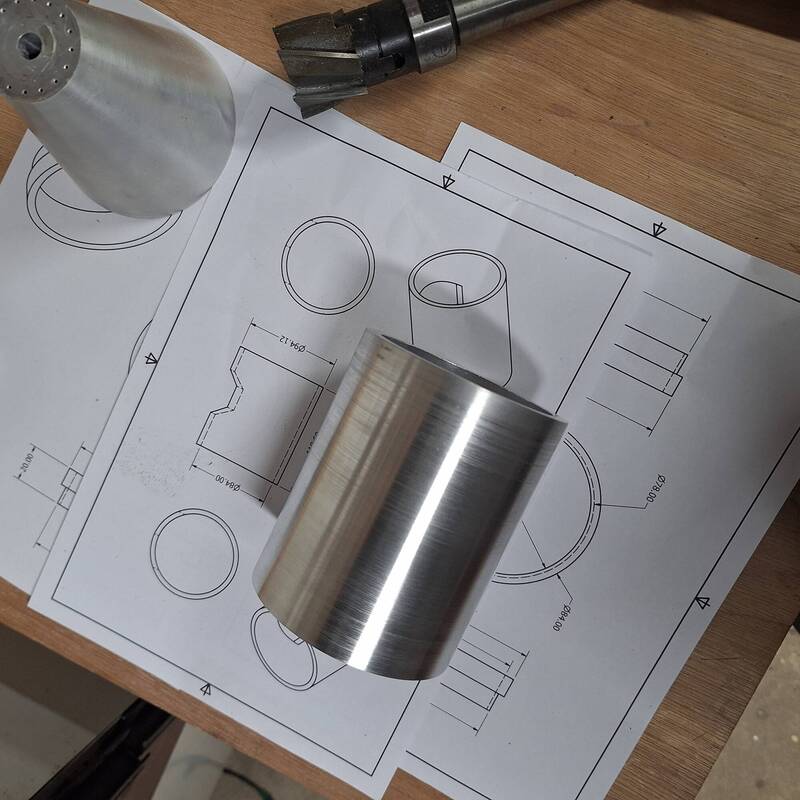
Weiter geht es mit dem geraden Rohrstück mit einem Durchmesser von 100 mm und einer Länge von 110 mm.
Bleibt noch der rechte Teil.
Vorletzte Bearbeitung.
20260130_103014 (jc94)

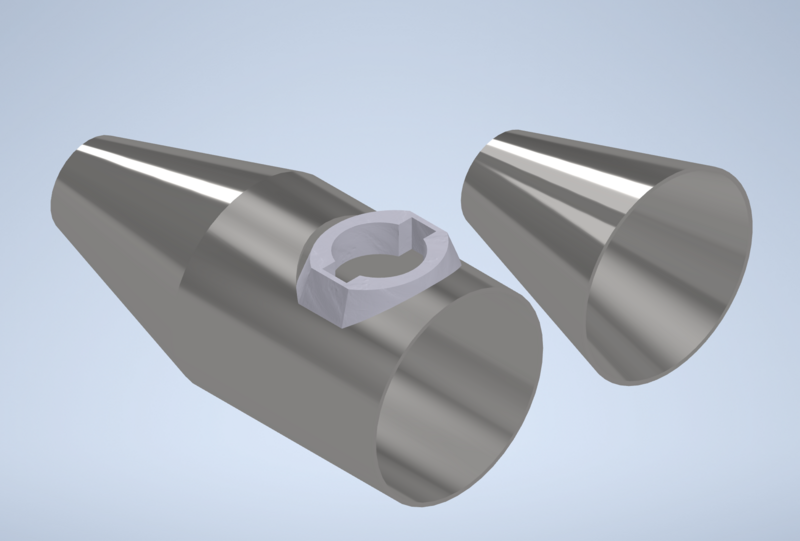
Auf Länge zuschneiden.
tube_coupe (jc94)

Fertig mit dem Längsfräsen;
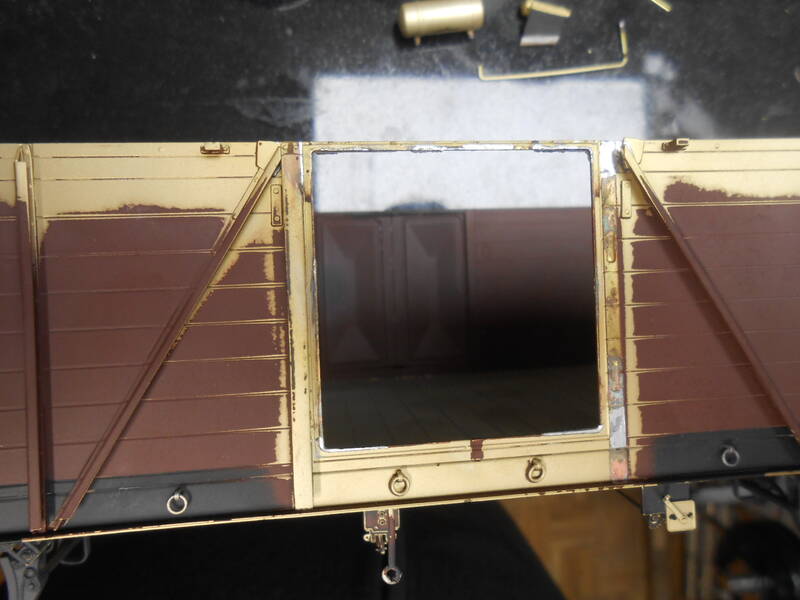
Jetzt muss noch die Öffnung bearbeitet werden.
20260130_102726 (jc94)
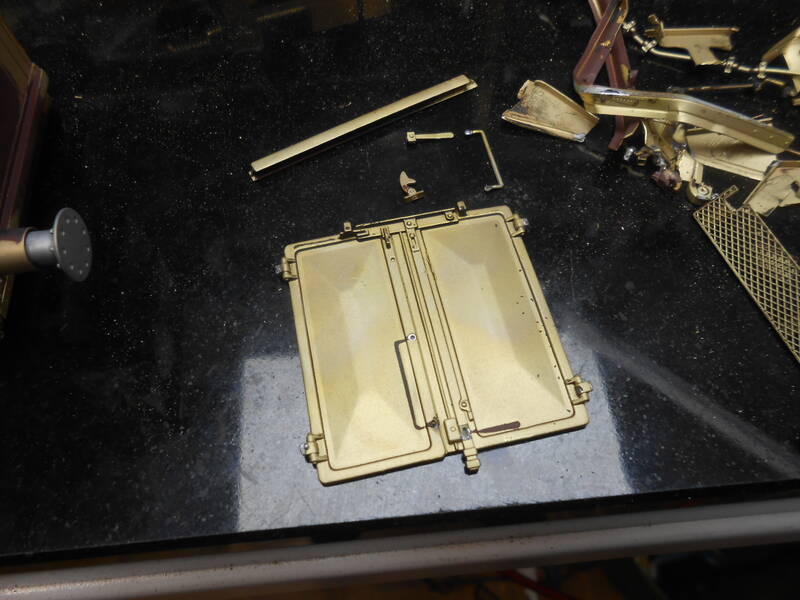
Kommen wir nun zu einem Problem, das noch ungelöst ist.
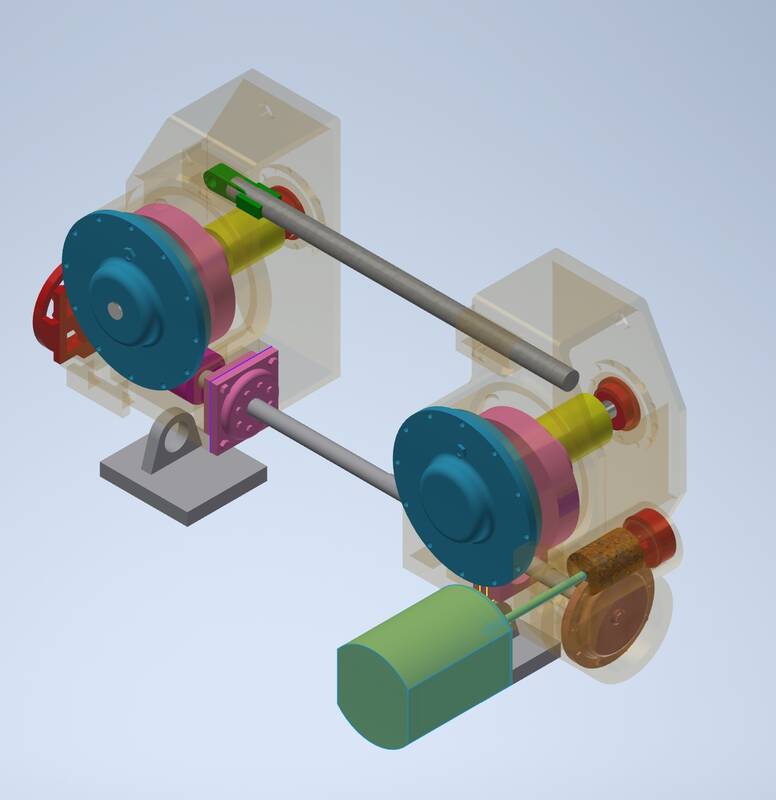
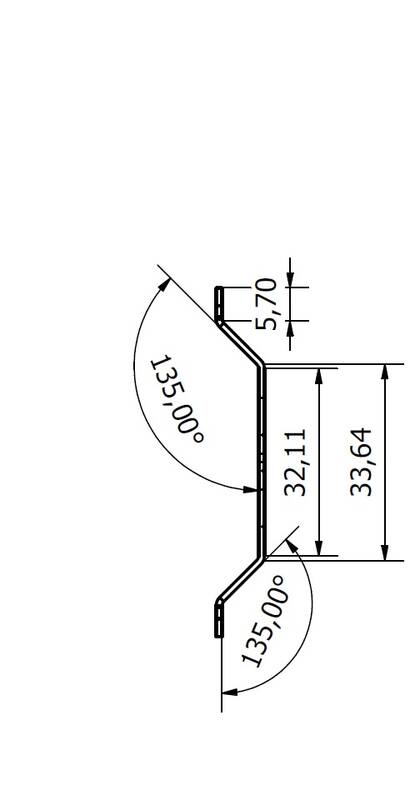
Das 5,7 mm starke Material falten.
Mir ist klar geworden, dass das Falzen so nah am Rand nicht möglich ist.
5,7 mm – keine Falzmaschine schafft das.
pliage (jc94)
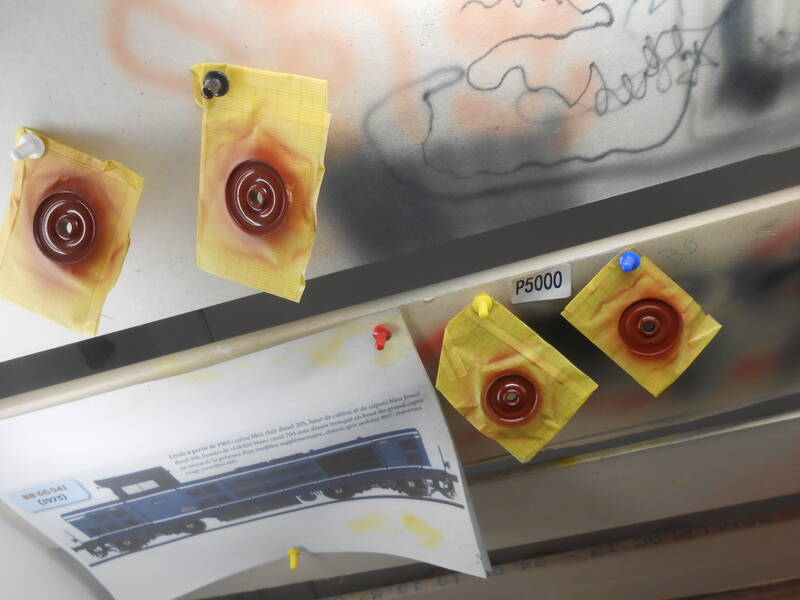
Und dann stoße ich auf das hier: Eine Biegevorrichtung mit Spannvorrichtung. Jetzt muss ich sie nur noch umbauen.
Die runden Teile sind Magnete.
DSCN5584 (jc94)

Mein Schraubstock ist zu klein. Die Magnete fallen daneben.
DSCN5587 (jc94)

Wechsel der Spannbacken.
DSCN5665 (jc94)

Montage der Backen.
DSCN5673 (jc94)
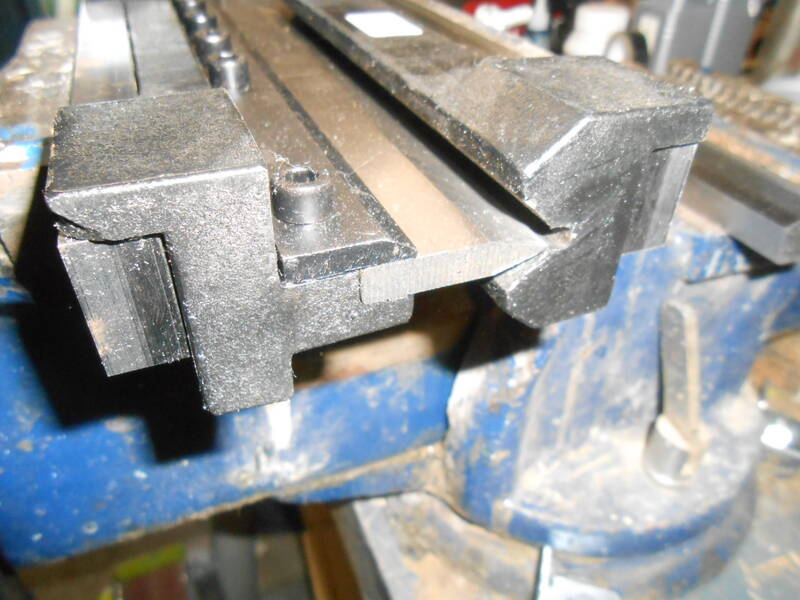
Einfügen eines bearbeiteten Endstücks, um auf beiden Seiten einen Abstand von weniger als 5 mm zu gewährleisten.
DSCN5675 (jc94)

Ich brauche einen Biegewinkel von 135°. Ich lege sie hier in die Bearbeitung.
Ein Winkel von 135° und 5 mm auf jeder Seite.
DSCN5676 (jc94)

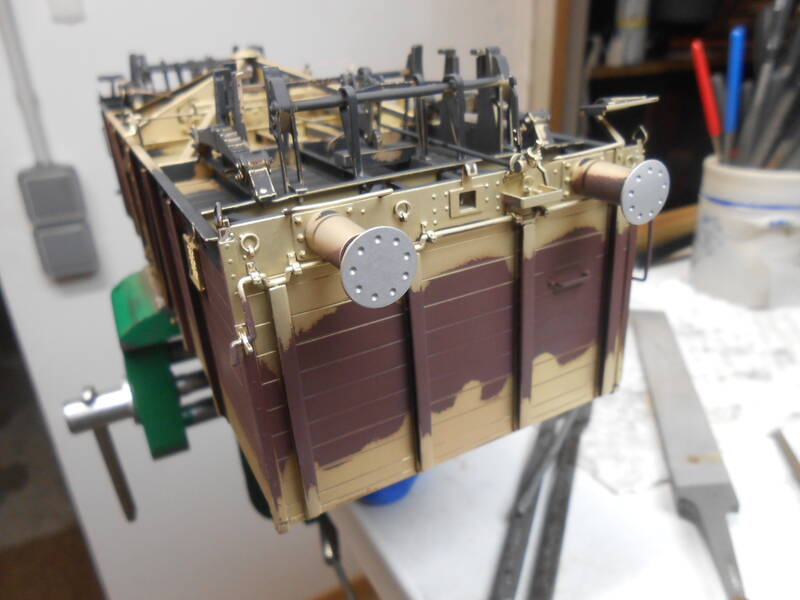
Test an einem Stahlblechteil
Ich habe Testteile aus Stahlblech anfertigen lassen.
Das ist deutlich günstiger als Messing.
Es handelt sich um Laserschneiden, genau wie bei Messing.
DSCN5678 (jc94)
 DSCN5679
DSCN5679 (jc94)
 DSCN5680
DSCN5680 (jc94)
 DSCN5682
DSCN5682 (jc94)

Endlich klappt das Biegen.
(Biegen nach rechts).
12 Teile müssen gebogen werden. 12 x 4 Biegungen.
Ich muss noch üben, ich habe 4 Stahlteile.
Endlich !!!