Ein Hallo an die Freunde der gepflegten Flamme,
natürlich freut es mich, daß mein Beitrag auf dieses Interesse stößt und daher liste ich hier ein paar Fakten für das Weichlöten.
Material und Werkzeuge
Jede Blechstärke erfordert eine entsprechende Wärmemenge, die mit geeigneten Brennern zur Verfügung gestellt werden muß. Daher verwende ich drei verschiedene Brennergrößen.
Kleiner Lötstift für dünnste Blechstärken und filigrane Teile ohne Masse
Proxxonbrenner für Standartarbeiten
Gaskartusche mit kleinem Brenneraufsatz zum Verlöten von Panzerplatten bzw. Vollmaterial (Rothenberger)
Wichtig ist eine spitze Flamme, mit der das Lot „gezogen“ werden kann.
Ob Lötwasser, S 49 oder sonstige selbst angerührte Flussmittelchen zum Einsatz kommen sollen, darüber kann und wird man sich streiten. Ich habe die verschiedensten Mittel getestet und bleibe weiterhin bei einer entsprechenden Lötpaste (nicht aus den Baumärkten). Das hat den Vorteil, dass ich gleichzeitig einen Indikator für die richtige Temperatur an der Lötstelle habe.
Als Lötzinn kommt 0,5 und 0,8 Lötdraht zum Einsatz. Die etwas bessere Qualität vom großen C sollte es aber schon sein.
Grundsätzlich sind alle Verbindungsstellen mit Schleifleinen oder Schleifvlies zu reinigen. Nur so wird eine durchgezogene und dauerhaft haltende Naht ermöglicht.
Eine gehörige Portion Geduld ist auch von Vorteil.
Bei komplexen Konstruktionen mit mehreren Teilen, die in einem Zuge verlötet werden sollen, müssen die Teile zuerst verlötet werden, die die geringste Masse haben. Die überschüssige Wärme kann somit schon die anderen Teile vorwärmen. Erst wenn diese Nähte erstarrt sind, sollte weiter gearbeitet werden. Das setzt natürlich den Einsatz von verschiedensten Klammern und Zwingen voraus. Passen und Fügen, so daß die Teile gerade klemmen, erleichtert ebenfalls die Arbeit.
Nach Abschluß aller Lötarbeiten sollte man dann einmal in der Küche behilflich sein und das beste Stück heimlich in der Geschirrspülmaschine verstecken. Flussmittelreste zerstören auf Dauer Material und Lackierung.
Doch alle Theorie kann hier die Erfahrung nicht ersetzen. Daher vertiefen wir unsere Kenntnisse bei entsprechenden
Lötseminaren, die jedes Jahr bei anderen Schmalspurbahnen stattfinden (leider immer ausgebucht).
Daher kann ich nur empfehlen: üben, üben, üben, es ist keine Hexerei. Immerhin mache ich ähnliche Arbeiten schon seit fast 30 Jahren.
Vielleicht bietet sich in Schkeuditz die Gelegenheit einer kleinen Vorführung.
@ Alfred
Die Anschaffung eines Hydrozon-Gaslötgerätes lohnt nur bei Hartlötungen, da das aufbereitete Gas Lötungen ohne Oxidation ermöglicht. Ich liebäugele schon länger mit so einem Teil, aber die Kosten stehen derzeit nicht im Verhältnis zum Nutzen. Die Nachbehandlung der Lötstellen mit dem Micro-Sandstrahlgerät genügte mir bisher durchaus.
Allerdings werde ich mir für die weiteren Hartlötungen einen entsprechenden Brenner mit Wechseldüsen beschaffen. Mit dem Proxxon-Brenner ist da kein vernünftiges Arbeiten möglich.
@ Alle,
ich hoffe, ein wenig die Scheu genommen zu haben
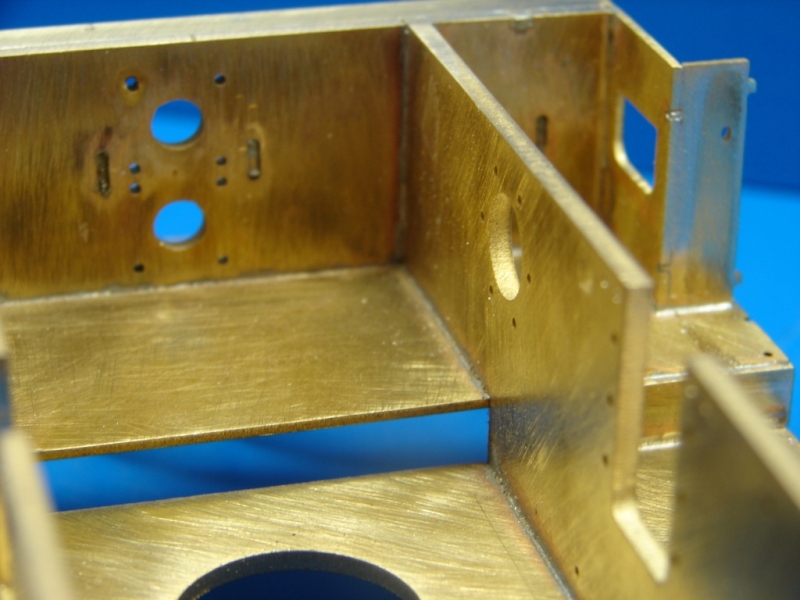
Beispiele_3_ (HarzerRoller)

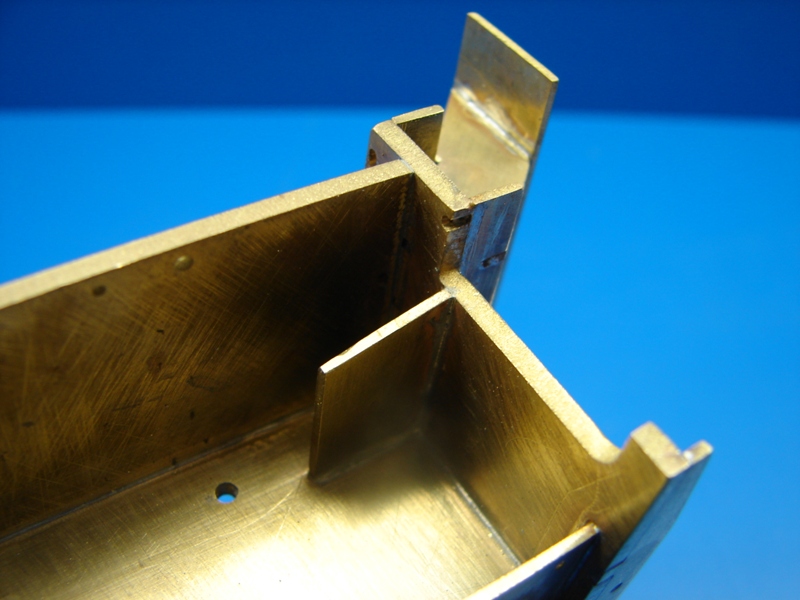
Der Puffer aus Ätzteilen wurde weich gelötet und anschließend von Flußmittelresten befreit. Die Rahmenteile wurden alle hart verlötet und für die weiteren Weichlötungen vorgestrahlt.
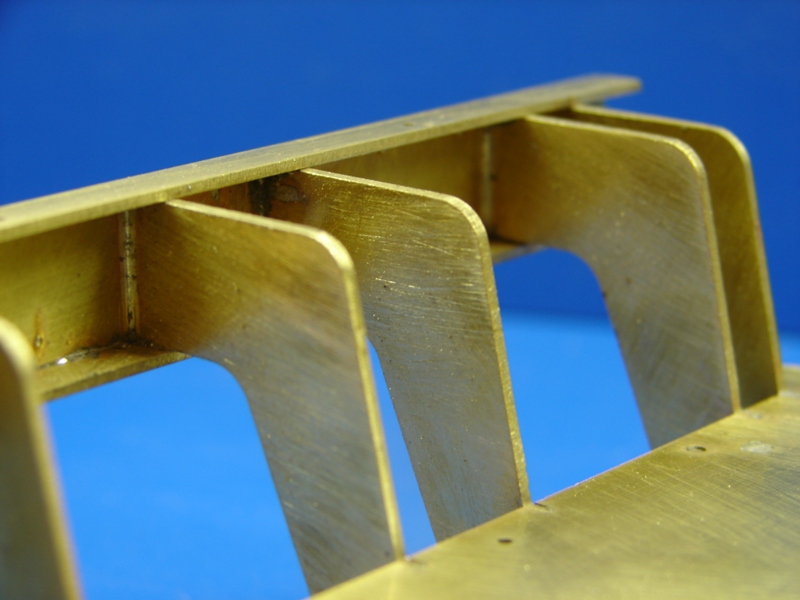
Beispiele_4_ (HarzerRoller)
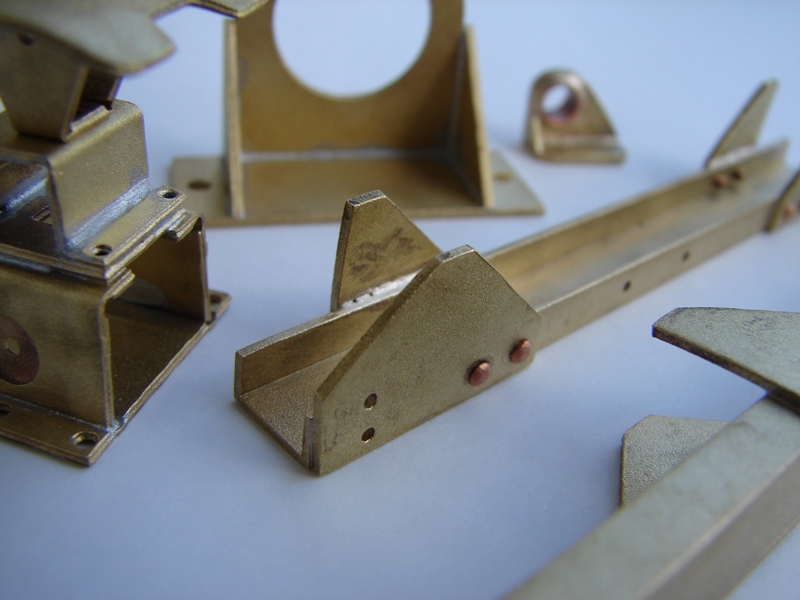
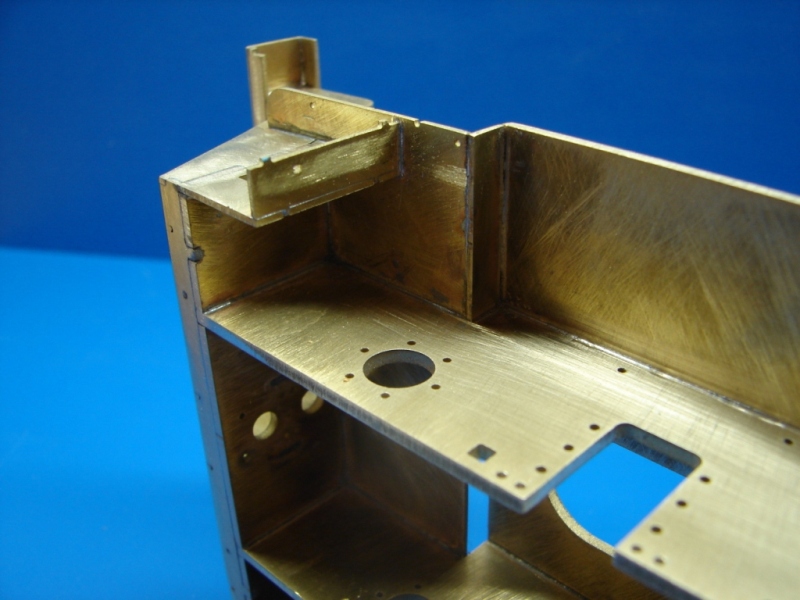
andere Ansicht zu Beispiel #3
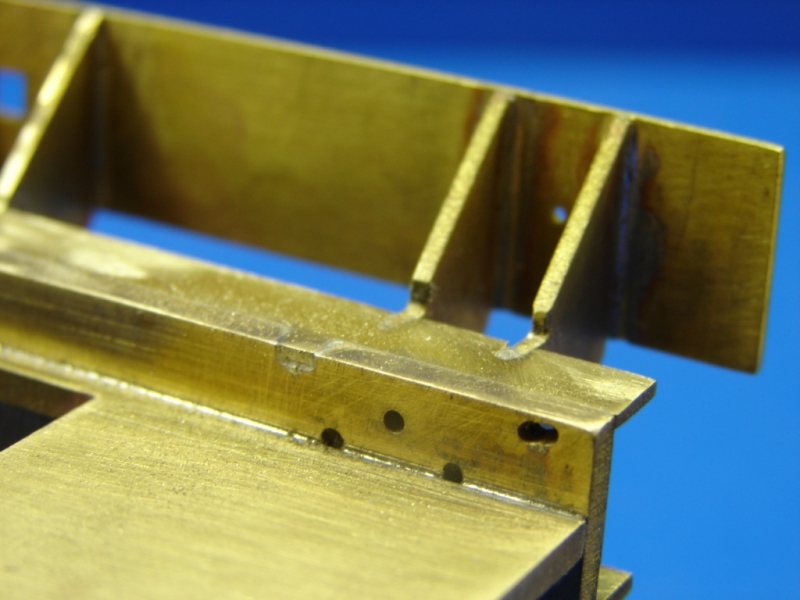
Beispiele_6_ (HarzerRoller)

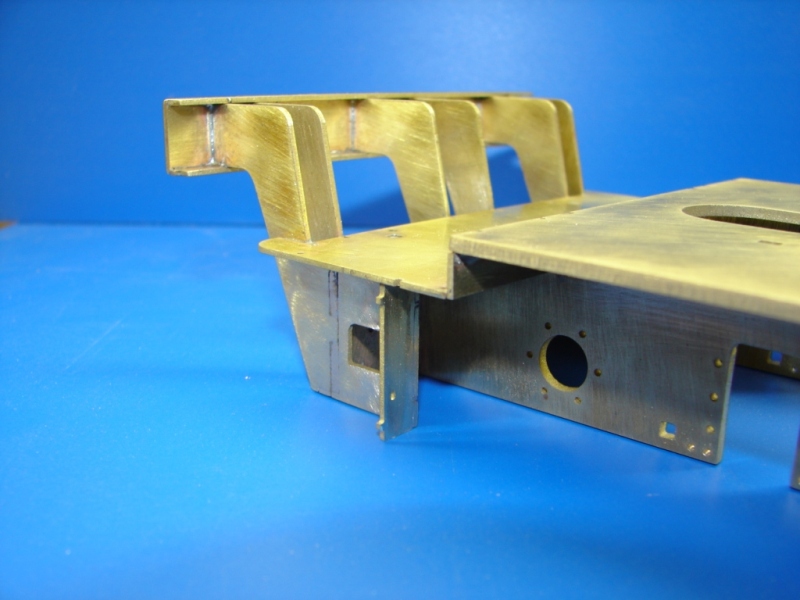
Macroaufnahme aus Beispiel #3mit dem Sandtrahlgerät von Flußmittelresten befreit.