Hallo Joachim,
nicht verzagen, diese Frustwellen hat schon so mancher Modellbauer über sich ergehen lassen müssen, zumindest ich.

Da ich mich am Anfang auch relativ hast mit dem Einlöten von Nieten getan habe, mußte ich mir damals zwecks Frustabbau etwas alternatives einfallen lassen. Da ich in einem metallverarbeitdendem Betrieb arbeite, lag es nahe, das "große" Vorbild zu Rate zu ziehen

. Beim "richtigen Nieten" wird ja, zumindest bei unseren Taumelnietmaschinen, der Niet an seinem Schaftende umgeformt. Da dies kalt geschieht, und zwar unter Druck- und gleichzeitiger Drehbewegung, mußte diese Verfahren ja nun nur auf meinen speziellen Fall adaptiert werden. Und zwar so einfach und preiswert wie möglich
.
Lösungsvorschlag:
Ich habe mir im Baumarkt einen preiswerten, sogenannten Splintentreiber, oder umgangssprachlich "Durchschlag" besorgt. In die untere "Fläche" habe ich ziemlich mittig mit meinem Dremelschleifer und einem Diamantkugelfräser eine halbkugelförmige Vertiefung geschliffen. Nun wird der "Töpper"

(das heißt wirklich so!
) in die Ständerbohrmaschine eingespannt und eine langsame bis mittlere Drehzahl gewählt.
Der Niet wird nun durch das, oder die Bleche gesteckt und danach mit einem Seidenschneider gekürzt. Es sollte aber ein Restschaft zum Formen des Kopfes stehen bleiben. Dieser Restschaft ist abhängig von der Schaftstärke und dem verwendetet Material und sollte durch Versuche ermittelt und optimiert werden. Bei mir sind meistens so 1-2mm ausreichend. Kupfernieten gehen übrigens am besten, weil weicher.
Zum Vernieten wird nun nur noch eine sogenannte Matrix benötigt. Diese habe ich mir selbst angefretigt, indem ich ein Reststück Blech genommen habe und im späteren Nietabstand Vertiefungen ins Blech gedrückt habe, die den schon fertigen Nietkopf aufnehem können, ohne ihn zu verformen. Vorsichtiges Anbohren geht übrigens auch...
Nun wird das Matrixblech auf den fertigen Nietkopf gelegt und mit den Fingern festgehalten, damit beim Umdrehen der mittlerweile schon recht kurze
Niet nicht herausfällt. Das Blech wird mit dem Matrixblech nach unten und dem Schaft nach oben in die Ständerbohrmaschine gelegt und mit dem Töpper bei mittlerer Geschwindigkeit gefühlvoll unter Druck vernietet. Eine, durch nichtmittiges Halbkugelfräsen verursachte Taumelbewegung ist erwünscht und erleichtert die Formung des Nietkopfes
. Fertig!

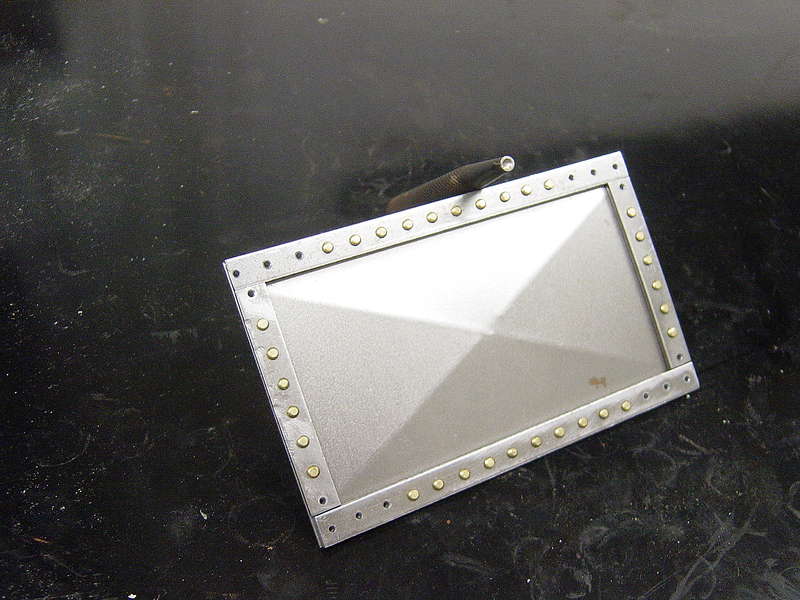
Ich zeige mal zwei Bilder, wei ich die Türen an meinem 5-Zoll-Wagen "Schwerin" genietet habe. Ist zwar alles eine Nummer größer, aber das gleiche Prinzip. Die Nieten entstanden aus einfachen und preiswerten Messingnägeln aus dem Baumarkt. Der "Töpper" entstand aus einem alten Körner.
T_r_genietet1 (Schrauber)
 T_r_genietet_R_ckseite
T_r_genietet_R_ckseite (Schrauber)
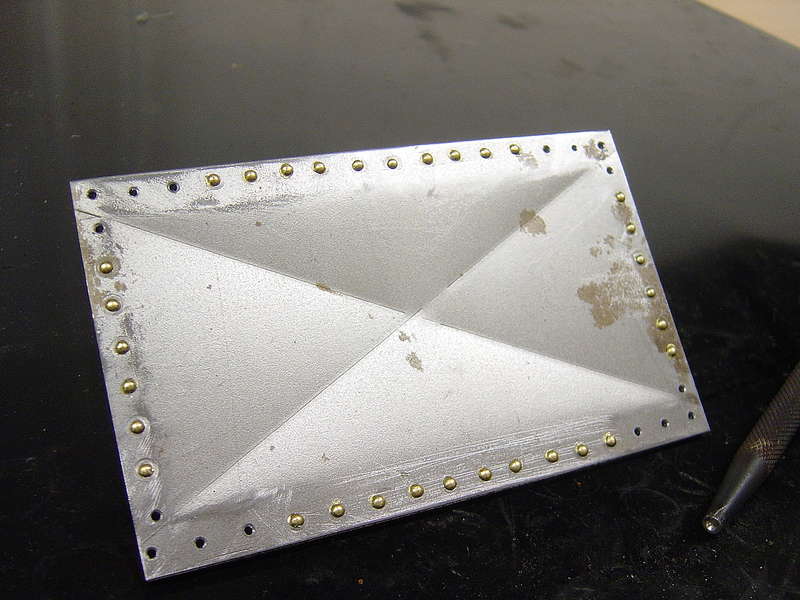
Weil ich hierfür keine "Matrix" angefertigt habe, wurden leider die "echten" Köpfe etwas verdrückt. Dafür sind die genieteten Köpfe um so schöner geworden, oder?


. Das egalisiert sich dann aber beim Nachschleifen und altern....