Hallo Nietfreunde,
folgende Lösung (mehrfach erprobt

) hätte ich anzubieten:
Ich habe einen Durchschlag mit 6-Kantgriff genommen und mit einem kleinen Kugelfräser(Dremel) vorne in die Fläche ziemlich mittig eine halbkugelförmige Mulde geschliffen. Danach habe ich diesen (ehemaligen
) Durchschlag in die Ständerbohrmaschine eingespannt und die Maschine auf langsame Drehzahl gestellt. Jetzt werden die Nieten ganz normal durch das Loch gesteckt und im Regelfalle die Hinterseiten nach oben, der Restschaft mit einem normalen Seitenschneider, der einen kleinen Rest stehenlässt (Achtung, keinen Elektronik-Seitenschneider verwenden, die schneiden Restlos gerade ab!!!
) abgezwickt.
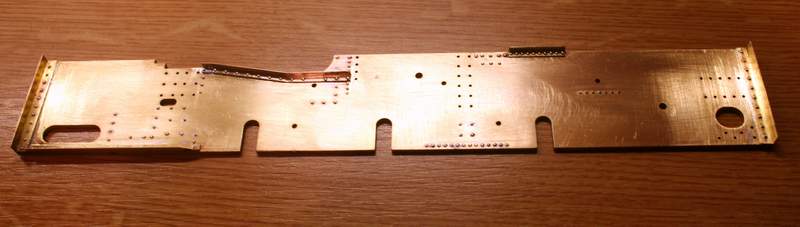
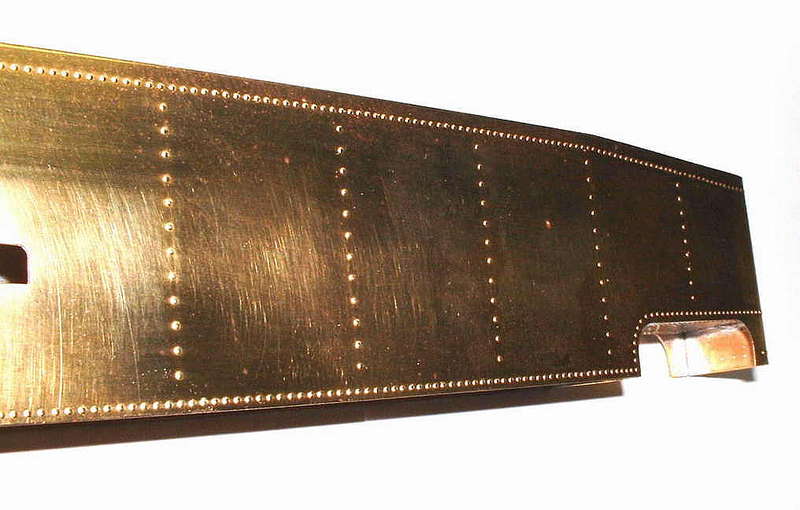
Der verbliebene Rest wird nun unter Verwendung eines Unterlegbleches, das idealerweise eine Nietförmige Mulde hat, in die der Nietkopf gelegt wird, wie auch im Vorbild vernietet. Der "Niettöpper"(ehem. Durchschlag) wird dabei bei laufender Bohrmaschine mit Hilfe des Handhebels so lange mit Gefühl auf den abgezwickten Nietschaft gedrückt, bis sich der Schaft dazu überreden läßt

, eine nietförmige Form anzunehmen
. Durch die vermutlich nicht 100% ig mittig platzierte Halbkugelfräsung entsteht eine Taumelwirkung, die mit mäßigem Druck von oben den zweiten "Nietkopf entstehen läßt.
Funktioniert zumindest bei mir seit Jahren erfolgreich

mit Kupfer und Messingnieten (selbst Stahlnägel

aus dem Baumarkt habe ich schon so bearbeitet) und kann deshalb auch bedenkenlos weiterempfohlen werden.
Sollten meine zugegeben etwas verworren

klingende Erklärung nicht ausreichen, kann ich anbieten, heute Abend mal ein paar Bilder dazu einzustellen...
...
Ich beantworte aber auch gerne Fragen dazu

.
Gruß Tomas (Schrauber)