Hallo Zusammen,
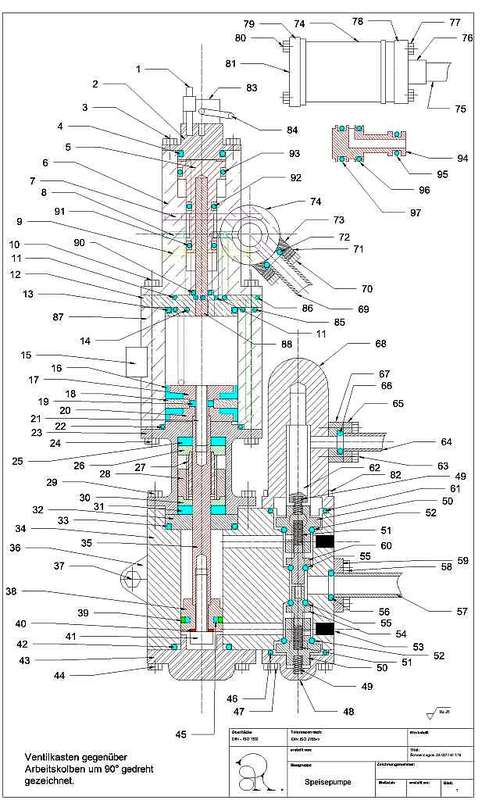
ich habe die Rückschlagventile nochmal abgeändert da mir Florian dies sehr empfohlen hat. Er hatte auch andere sehr gute Hinweise (PN), wofür ich nochmal meinen Dank ausprechen möchte.
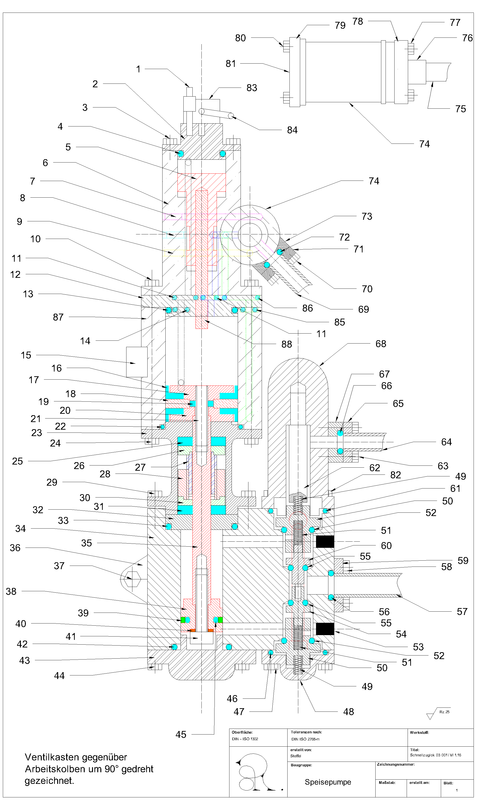
Aktuell sieht die Konstruktion nun so aus:
Pumpe_20 (Steffel)
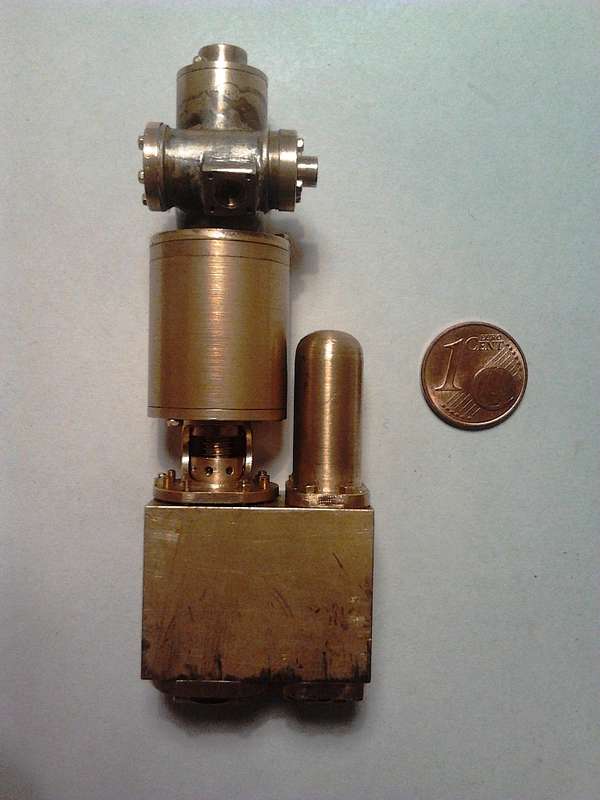
Ich bin mit der Fertigung der Pumpe inzwischen weiter und konnte heute kurzfristig wieder ein gutes Stück zulegen.
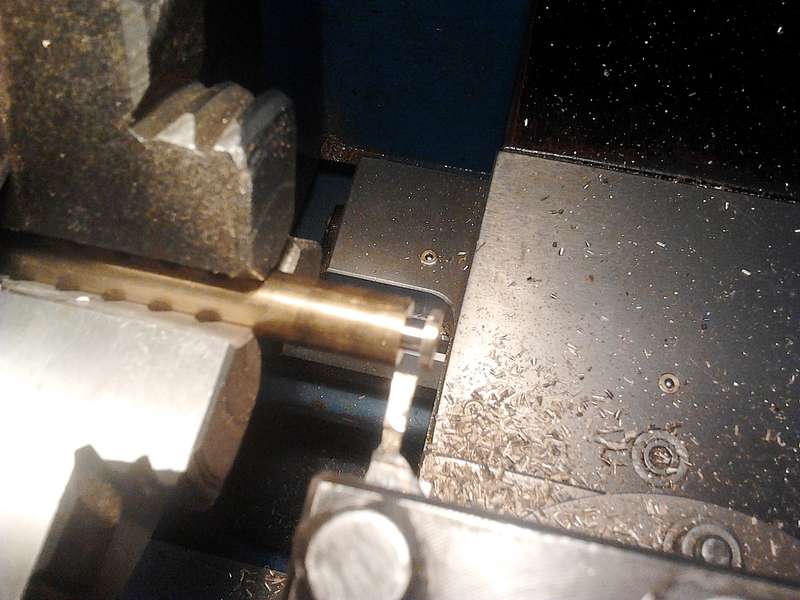
Dabei musste ich auch eine schmale Scheinbe drehen welche eine sehr gute Parallelität der gegenüberliegenden Planflächen bedarf. An dieser Stelle wollte ich gern kurz einen Trick vorstellen wie man sich da einfach behelfen kann wenn man umgespannt hat.
Nach dem Umspannen der Scheibe diese nicht zu fest einspannen. Dann die Maschine rückwärts (nicht zu hohe Drehzahlen) laufen lassen und mit dem Drehmeißel vorsichtig gegen die Planfläche drücken. Das Werkstück richtet sich dadurch in der Planebene aus. Dann die Scheibe plan drehen.
Pumpe_21 (Steffel)

Wenn es ganz exakt werden soll, vor dem plandrehen noch mit der Messuhr die Feinjustierung vornehmen, im allgemeinen reicht aber die beschriebene Vorgehensweise.
Die Scheibe welche hier im Bild zu sehen ist wird Teil 12 der Pumpe.
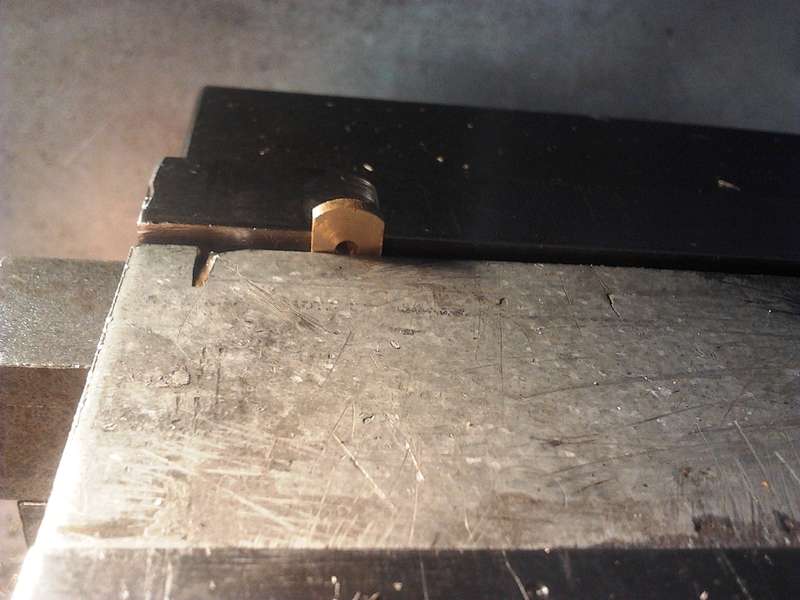
Um Teil 81 herzustellen Drehte ich das Teil fertig und druckte über das Zeichenprogramm (Maßstab 1:1) die Scheibe aus, mit allen Bohrungen und Teilkreis. Klebte nach dem Ausschneiden diese auf die Messingscheibe. Nach dem ankörnen mit einer Nadel bohrte ich alle Löcher (Durchmesser 0,8 für M1).
Hier musste ich das erste Mal eine Lupe nehmen damit ich sehr ob der Bohrer auch fluchtet, war für mich auch neu.
Pumpe_22 (Steffel)
 Pumpe_23
Pumpe_23 (Steffel)

Da ich keinen Teileapparat besitze ist dies eine sehr schöne Methode die Bohrungen exakt zu plazieren. Wichtig bei solchen Baugruppen, später zu fügende Teile immer zusammen bohren. In diesem Fall war es Teil 74 und eben Teil 81. Nach dem Bohren der Kernlöcher werden die Durchgangslöcher im Deckel aufgebohrt.
Schwieriger ist die Fertigung von Teil 12 und den angrenzenden Baugruppen. Hier müssen die Lochbilder von Schrauben und Dampfkanälen genau übereinander liegen.
Um das zu erreichen habe ich zwei mal das Drehtteil Teil 12 gefertigt. Eine Scheibe davon dient als Kopierscheibe. Wieder wird auf die Kopierscheibe eine Papierschablone aufgeklebt. Der Teilkreis für die Schrauben wird gebohrt (Kernlochgröße) sowie alle Durchgangsbohrungen (außer das in der Mitte das wurde auf der Drehmaschine gefertigt H7)und auch da wo in Teil 12 keine Durchgangsbohrung sind.
Pumpe_24 (Steffel)

Mit der Kopierscheibe kann nun in Teil 87 der Schraubenteilkreis sowie die Löcher für die Dampfkanäle angebohrt werden. In Teil 6 wird auch der Schraubenteilkreis eingebracht sowie die richtigen Bohrungen für den Dampf.
Und zu Schluss (sieht man im Bild) wird auch noch die Zwischencheibe 12 angebohrt. Der Teilkreis für die Schrauben kann durchgebohrt werden die Bohrungen für die Dampfkanäle werden nur angebbohrt (leicht ansenken), da nicht alle Bohrungen durchgehen. Damit hat man die Flucht für die Nuten etc. und kann die Zwischenscheibe fertigstellen.
Ich wollte diese Methode nur kurz vorstellen weil sie macht es sehr einfach und führt zu ausreichender exakter Passgenauigkeit der Teile zueinander.
Ähnliches Prinzip wird auch zwischen Teil 87 und 23 oder Teil 23 und 34 zum Einsatz kommen. Da die Latterne (Teil 23) ein verbohren der Teile direkt miteinander nicht möglich macht, muss man diesen Umweg gehen.
Obacht aber: Die Kopierscheibe muss immer entsprechend gedreht/zu dem angrenzenten Bauteil psoitioniert sein (Scheibe immer so wie wenn sie eingebaut wäre) werden weil sonnst spiegelt man alles und dann wird es nix mehr. Weiter sollten immer Passbohrung oder Zentriebund konstruktiv schon vergesehen werden um die Teile exakt zueinander zu fixieren.
Gruß