Thomas Heyl hat mich gefragt, ob ich ihm den Schlot für seine 99 021 drehen könnte. In Verbindung mit viel jugendlichem Leichtsinn habe ich natürlich sofort zugesagt.
Der Schlot der 99 021 verjüngt sich auf der Innen- und Außenseite. Logisch, denn der Original-Schlot wurde aus Blech hergestellt.

Bild von Thomas Heyl
Damit der Schlot nun nicht einen unschönen Knick auf der Innenseite oder eine übertrieben starke Materialstärke an der Krempe hat, sollte auch der Modell-Schlot innen und außen konisch sein. Eine Ätzabwicklung ist möglich, aber sehr schwierig zu biegen. Aus dem Vollen drehen ist da bedeutend einfacher, wenn man weiß, wie. Vorteilhaft ist es, wenn der Schlot in CAD gezeichnet wurde. Denn zum Drehen muss der Winkel des Konus bekannt sein, in diesem Fall 1,9°.
Ein passendes Stück Rundmaterial wird auf den Außendurchmesser der Krempe abgedreht:

Anschließend wird die Krempe mit einem Rechtsdrehstahl herausgearbeitet:

Zum Anfertigen des Konus muss der Support gedreht werden. Das sollte eigentlich jede Drehmaschine können. Dadurch verläuft die x-Achse nicht mehr parallel zur Drehbank, sondern im gewünschten Winkel schräg zum Werkstück. Der Support kann nach Öffnen der rot markierten Schraube gedreht werden:

Bild aus dem www ausgeliehen, da ich gerade kein Bild meines Support zur Hand habe.
Aufgrund der Krempe wird auch der Konus mit einem Rechtsdrehstahl gedreht, um bündig an der Krempe beginnen zu können. 1,9° stellt selbst das beste Augenmaß nicht ein. Daher muss man sich langsam an den Winkel herantasten. Der Winkel wird so lange erhöht, bis der Außendurchmesser am Übergang zum Flansch das gewünschte Maß erreicht:

Wichtig ist es nun, den Winkel des Support keinesfalls zu verstellen!
Der Schlot wird etwa auf den Innendurchmesser aufgebohrt. Man sollte entsprechend vorsichtig vorgehen, denn am dünnen Ende des Konus ist nach dem Bohren nicht mehr viel Material. Beim Schlot der 99 021 beträgt der Innendurchmesser am Übergang zum Flansch 9,2mm. Ich habe mit 8,8mm gebohrt:

In den Stahlhalter wird ein passend zurechtgefeilter Innendrehstahl eingespannt, der gerade so in die Bohrung passt:

Mit dem schon eingestellten Winkel von 1,9° kann nun der Innendurchmesser konisch ausgedreht werden, bis das passende Maß an der Krempe erreicht wird.
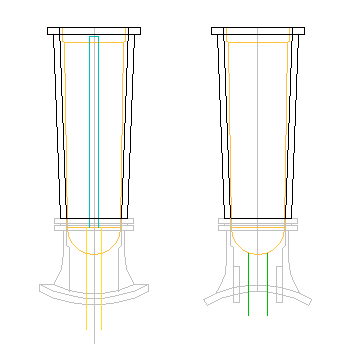
Vor dem Abstechen das Polieren nicht vergessen, dann ist der Schlot fertig. Die beiden Schlote rechts im Bild sind 31,4mm lang, die Materialstärke beträgt 0,9mm:

Und wenn es schon mal läuft, sollte man keinesfalls aufhören.