Schritt 16: Mittelteil des Wagenkastens
So, nun wollen wir mal wieder......

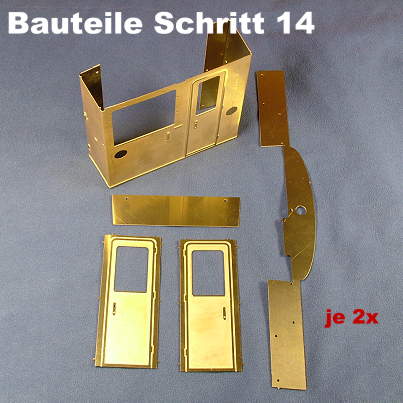
In diesem Schritt wird der Mittelteil des Wagenkastens zusammengebaut sowie mit den Führerständen verbunden. Mit den Ätzteilen verfahrt Ihr wie zuvor beschrieben. Es werden folgende Teile verarbeitet:
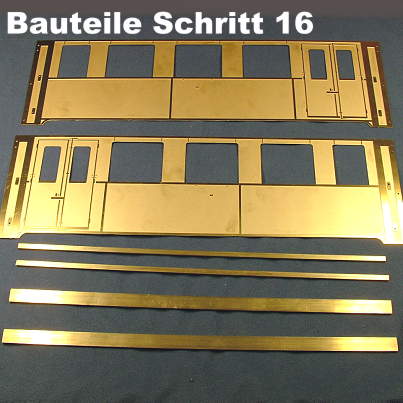


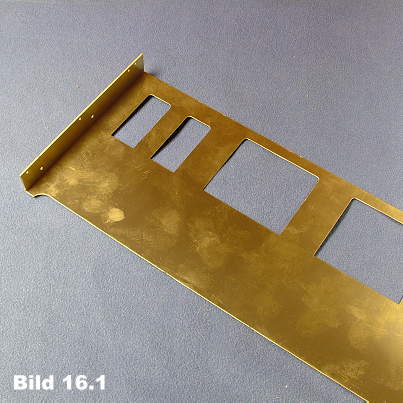
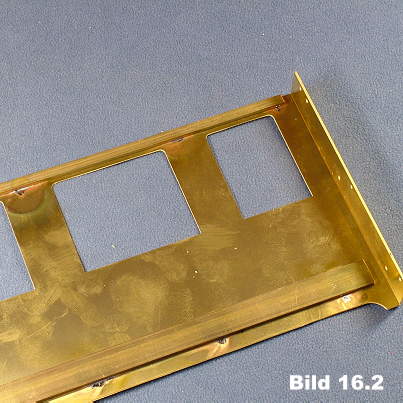
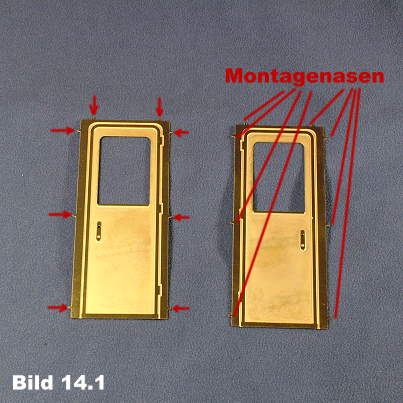
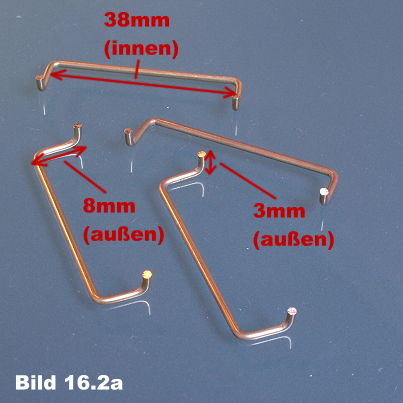 Bild 16.1 und 16.2:
Bild 16.1 und 16.2: Zuerst werden an den Seitenteilen die beiden Enden nach innen gebogen. Dies bereitet aufgrund der eingeätzten Biegelinien keine Probleme. Wir spannen das Ende einfach knapp unterhalb der Biegekante in einen Schraubstock ein und biegen vorsichtig mit den Daumen das Blech um. Anschließend werden die Seitenteile innen mit Messingprofil verstärkt. Über den Fenstern wird bündig mit der Oberkante des Seitenteils Messingprofil 4mm x 2mm aufgelötet, unten am Seitenteil Messingprofil 10mm x 2mm mit einem Abstand von 5mm zur Unterkante.
Achtung: Bitte lötet die Profile nicht durchgängig auf. Das Ätzblech wurde sich zu stark verziehen. Es reicht völlig aus, die Profile alle 4 bis 5 cm anzupunkten. Es ist von Vorteil, die Profile vor dem Verlöten leicht anzuschleifen. Dadurch wird die Oxidschicht entfernt und das Lötzinn flutscht unter das Profil. Auch ein paar Tropfen Lötwasser stören nicht.
Überflüssiges Lötzinn wird wiederum ordentlich entfernt, damit später die Verglasung problemlos eingesetzt werden kann.
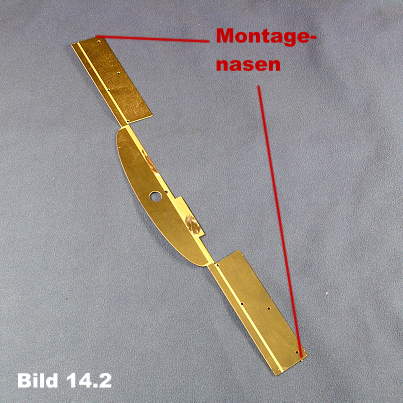
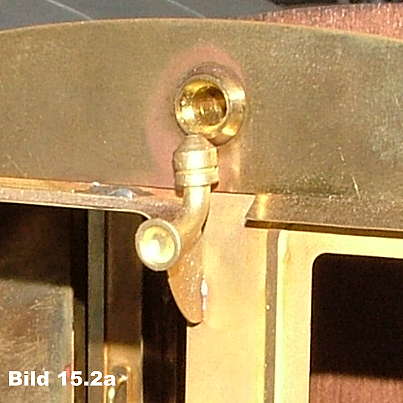
Bild 16.2a: Nun bereiten wir die Griffstangen vor, die später an der Kastenseite hängen sollen (die Griffstangen an den Führerständen haben wir ja bereits montiert
). Bitte beachtet dazu die Maße in Bild 16.2a. Schneidet das 1,5mm-Rundprofil zunächst etwas reichlich zu. Es lässt sich leicht mit einer Flachzange entsprechend abwinkeln. Am leichtesten geschieht dies, wenn man von „innen nach außen“ arbeitet, d.h. zunächst die beiden Knicke mit 38mm Innenabstand, dann die 8mm-Knicke. Zum Schluss längt man die überstehenden Enden ab.
Achtung: Beim Bau des Prototyps habe ich zunächst die Griffstangen falsch eingebaut. Im Nachhinein liessen sich nicht alle Bilder nochmals nachstellen. Lasst Euch dadurch nicht verwirren. Die Griffstangen müssen wie Ihr später im Bild 16.5 seht eingesetzt werden.

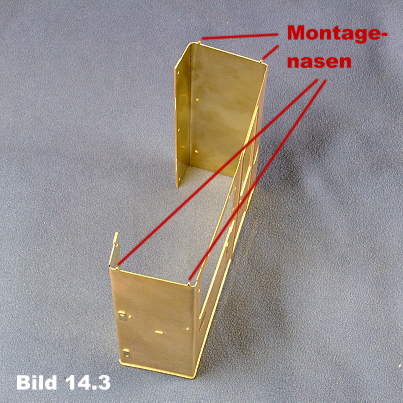
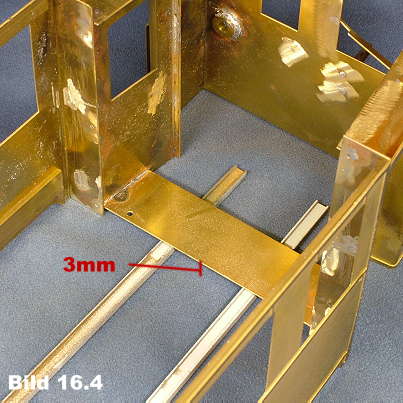 Bild 16.3 und 16.4:
Bild 16.3 und 16.4: Nun ist es an der Zeit den gesamten Kasten zusammen zu setzen und mit den Führerständen zu verbinden. Achtet wie zuvor auf die Montagenasen, dann kann nichts schief gehen (und die Griffstange in Bild 16.3 ignoriert Ihr mal schön

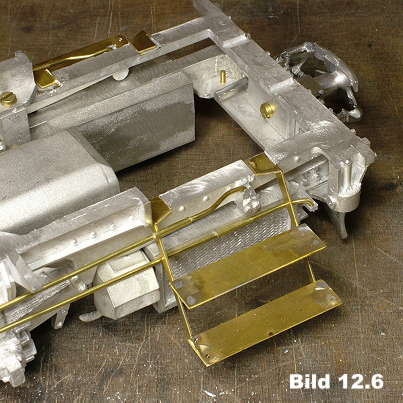
). In den Führerständen werden nun die Trapezbleche eingesetzt. Diese müssen genau 3mm höher als die Unterkante der Führerstände eingelötet werden. Wenn Ihr entsprechende Profile wie im Bild unterfüttert, ist das recht einfach. Auch dürfen diese nicht direkt an den Blechen des Mittelteils anstossen. Besser Ihr lasst hier einen Millimeter Luft, sonst kann die Montage auf dem Rahmen schwierig werden.
Achtung: Kontrolliert bitte sofort das maß des Kastens, dort wo sich der fahrgastraum befindet. Einerseits muss die Inneneinrichtung hineinpassen, andererseits das Dach darüber.

Minimales Innenmaß zwischen Verstärkungen 110mm
Maximales Außenmaß 116,5 mm
Immerhin, das macht knapp 1mm Toleranz.

 Bild 16.5 und 16.5a:
Bild 16.5 und 16.5a: Die Griffstangen werden von innen eingelötet. Innen dürfen diese nur ganz wenig überstehen (1 bis 2 Zehntel). Anschließend werden die Lötstellen mit dem Kugelfräser verputzt, sonst passt die Inneneinrichtung später nicht hinein.

 Bild 16.6 und 16.7:
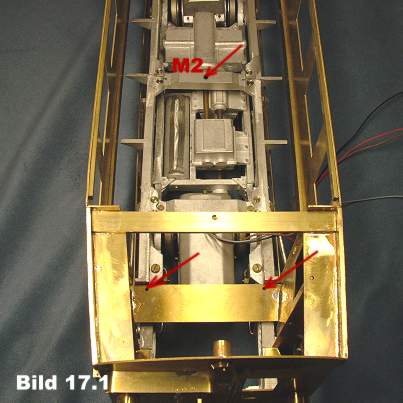
Bild 16.6 und 16.7: Die trapezförmig zugeschnittenen Messingprofile 10mm x 2mm dienen der Verstärkung und der späteren Befestigung des Daches. Entsprechend den Bildern werden M3 Gewinde eingeschnitten und die Profile anschließend in den Führerständen verlötet.

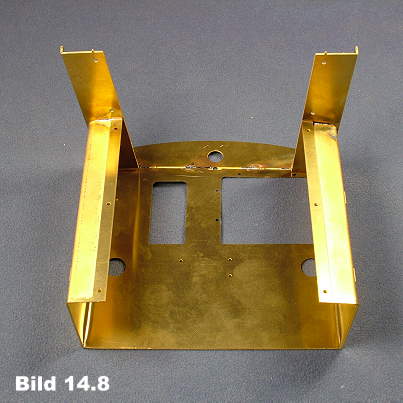
 Bild 16.8 und 16.9:
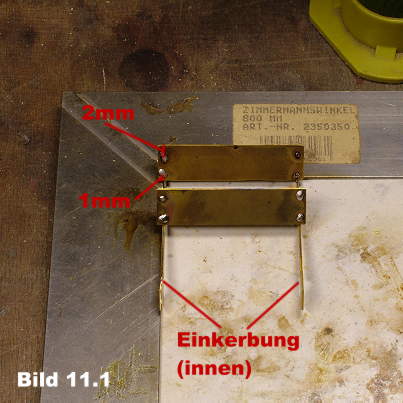
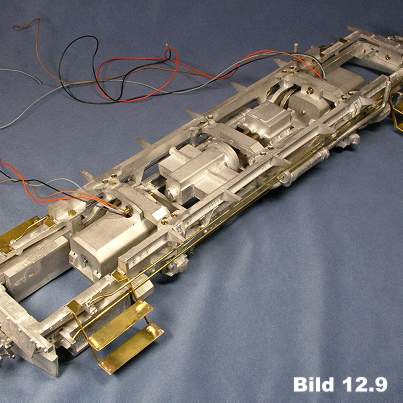
Bild 16.8 und 16.9: Zum Schluss kümmern wir uns um die Hitzeschutzbleche des Auspuffs. Diese werden an der Biegekante abgewinkelt (Einkerbung nach innen !) und am Wagenkasten auf der Auspuffseite (= Dienstabteilseite,
nicht Gepäckabteilseite

) angelötet.
Es ist nun an der Zeit, den Kasten nochmals nachzukontrollieren:
Sind alle korrespondierenden Winkel gleich ?
Ist die Vorderfront gerade und genau senkrecht zu den Seitenteilen ?
Ist die Kastenbreite unten und oben durchgehend 116mm (maximal 117mm) ?
Wenn nicht, bitte nachjustieren, nachlöten ....etc.