Moin,
Dieter, Joachim merci

@Joachim
Ich verwende neben Messing MS58 oftmals Neusilber (hart), es ist z.B. als 0,3mm Platte gefühlt so fest wie 0,5mm Messing (hart - MS58).
Es lässt sich etwas schwieriger als MS58 fräsen. Deshalb kratze ich im ersten Fräsdurchgang die Oberfläche nur mit geriger Tiefe an (bei Fräsern bis 1,2mm nur 0,15mm tief - bei größeren Durchmessern und stärkeren Platten auch 0,2mm).
Danach wird mit einer Sandpapierfeile -mit 1000er Sandpapier beklebt- die zum Teil meist nur leicht aufgebördelten Kanten gebrochen, bevor ich dann bei dickerem Material schrittweise höchstens 1/3 bis 1/2 des Fräsdurchmesser als weitere Tiefenzustellung wähle.
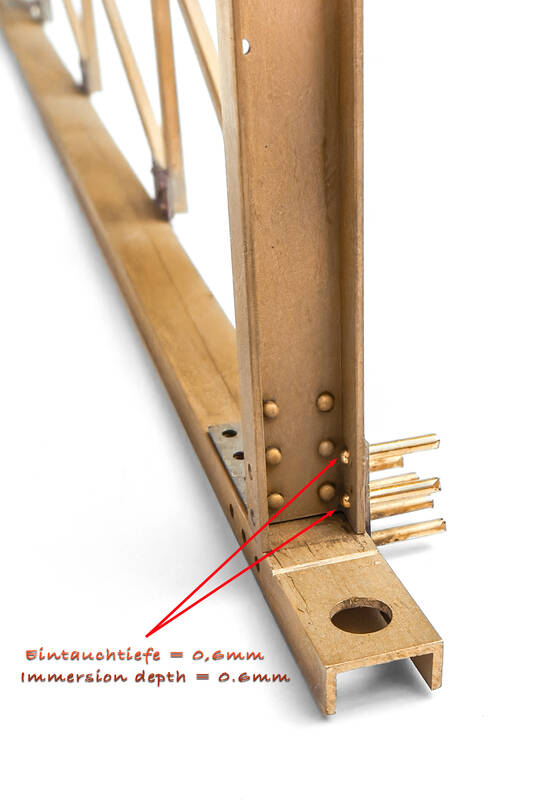
Neusilber bis 0,4mm fräse ich mit Fräsern ab 0,8mm nach dem Ankratzen im zweiten Durchgang komplett durch. Ich lasse dabei den Fräser mindestens 0,2mm tief in das Trägermaetrial eintauchen.
Auch hier taste ich mich vorsichtig heran... bis dann mal doch ein Fäser abbricht

Meine zu fräsenden Platten -egal ob Messing, Neusilber, Vivak, Pertinax- klebe ich auf 12mm bis 20mm dickes MDF mit
GUDY® 870 auf.
Zu den Parametern, wie Drehzahl und Vorschub gab es
hier schon einmal einen Beitrag im BBF. Dort hatte ich auch ein paar Werte für Neusilber (hart) angegeben.
Für Acryl und Vivak gib es
hier noch ein paar Anmerkungen.
Generell verwende ich keine Schnittdatenrechner, da die Geschwindigkeiten meist für größere Maschinen mit nasser Kühlung angegeben werden.
Sorotec z.B. hat neben einem
App bei Google play und Apple auch eine
PDF mit Tips zum Download bereitgestellt.
Diese dort angegebenen Werte können eine Orientierung geben - meist habe ich mit der Hälfte dieser Werte meine ersten Versuche gemacht.
Ich fräse trocken, lediglich bei Aluminium verwende ich Spiritus als Kühlung, das ich mit einem Pinsel immer mal wieder auf den zu fräsenden Abschnitt gebe (Lüftung und kein offenes Feuer

)
Wenn die Drehzahl Deiner Spindel nicht die angegebenen Werte erreichen kann, probiere prozentual deutlich verminderte Werte aus.
Im Laufe der Zeit ergeben sich dann Erfahrungswerte, die mit Deiner Fräse möglich sind.
Ach ja, das Fräsen kann sich zu einer Sucht entwickeln

Dann viel Erfolg... ich würde mich freuen, wenn Du ein paar von Deinen Fräsarbeiten hier zeigen würdest