

Nach langer studienbedingter Funkstille gibt es nun einige Neuigkeiten vom Bau und Betrieb meiner 260 mm Bahn.
Da der zwischenzeitliche (zu erwartetende) "Wintereinbruch" weiterführende Aktivitäten an der Strecke verhindert, habe ich mich in die Lokwerkstatt zurückgezogen und an diversen Kleinigkeite, die so übers Jahr liegengeblieben sind gemacht.
streckengleis_im_schnee (maschinist)

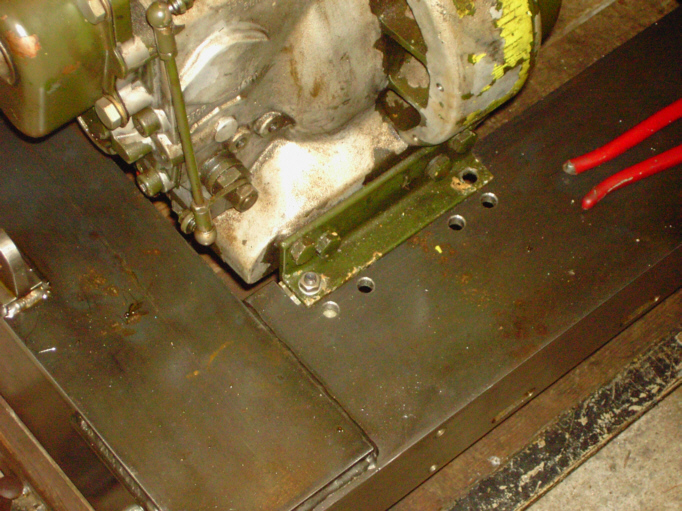
Zunächst wurde am Rahmen der sich im Bau befindlichen Diesellok (LKM Ns1) ein Ausschnitt ausgearbeitet, der dem noch einzubauenden Einzylindermotor Platz bieten soll(...was in der Tat in Arbeit ausartete
Dafür wurde zunächst auf dem 10 mm-Blech angerissen und nachfolgend 70 Bohrungen angekörnt.
Anri_Rahmenausschnitt_f_r_Motor (maschinist)

Dies ist notwendig geworden, da der Rahmen mittlerweile für die Fräsmaschine zu groß ist. Nach dem Bohren wurden die zwischen den Bohrungen verbliebenen Stege herausgemeißelt, für die Feinarbeit war dann Feilen angesagt!!!
Der Motor ist im Moment nur provisorisch mit dem Rahmen verschraubt, die enstprechenden Konsolen, mit denen der Diesel dann 50 mm tiefer (sonst paßt er nicht in den Vorbau) eingebaut werden kann, existieren bisher nur als Zeichnung.
Rahmenausschnitt_f_r_Motorkonsole (maschinist)
Durch eine unerwartete Wendung konnte ich mich zudem an den Bau vorbildnaher Kuppelketten machen.
Bei ALDI gab es vor einiger Zeit für knapp 40 Euronen einen kleinen Schweißtrafo nebst Elektroden zu kaufen. Um alle Zweifel am Sinn einer derartigen Beschaffung auszuräumen, habe ich mich bei einem Kommilitonen (ausgebildeter Brückenschweißer) erkundigt, der das Gerät dann für gut befunden hat(für den Heimbedarf versteht sich).
So hab ich das Ding erstanden und bin nach einiger Übung doch ganz mit dem Resultat zufrieden.
Bisher habe ich ganz normale Gliederketten zu Kuppelketten à 3 Gliedern gekürzt und die Endglieder im warmen Zustand über einem Dorn geweitet, was dann so aussah:
Kuppelkette (maschinist)

Sie erfüllten zwar ihren Zweck, waren aber im Erscheinungsbild alles andere als zufriedenstellend.
Für die neuen Ketten habe ich dann erstmal im Roloff nach den Maßen geguckt und mir danach Gedanken über die Herstellung gemacht. Vorbildgerechte Kuppelketten weisen lange Endglieder und ein kurzes Mittelglied auf, wobei die Länge der Endglieder unterschiedlich ist.
Für die Fertigung aus 8 mm Rundstahl war eine Biegevorrichtung zu bauen, wobei ich mich zu dem Kompromiß entschlossen habe, gleich lange Endglieder zu verwenden, um nicht 2 Vorrichtungen bauen zu müssen.
Das Material dafür stammt ausschließlich aus der KDH (Kiste der Hoffnung), in der ich auch die kleinsten Reste aufbewahre, man weiß ja nie wenn's mal gebraucht wird...zudem bei den Stahlpreisen ...
Ein paar Elektroden später war die Vorrichtung fertig.
Biegevorrichtung (maschinist)

Und schon konnte es mit dem Biegen der Endglieder losgehen. Gebogen wird bei 8 mm noch kalt. Um einen längeren Hebel zu haben wird das Stangenmaterial auf minimal 500 mm abgelängt.
Im ersten Schritt wird die Stange in die Vorrichtung eingelegt und zunächst um den kleineren Dorn gezogen.
Biegevorgang02 (maschinist)

Danach wird der entstandene Haken spiegelverkehrt eingelegt und es folgt das Ziehen um den großen Dorn.
Biegevorgang03 (maschinist)

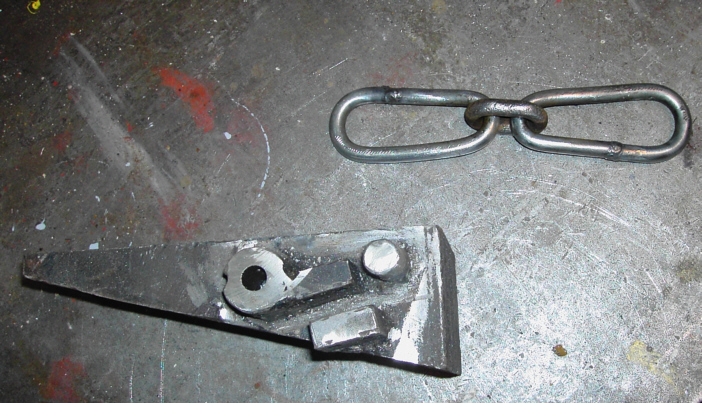
Das überschüssige Stabmaterial wird abgetrennt und das Fertigbiegen wird mittels einiger Hammerschläge vorgenommen.
Biegevorgang04 (maschinist)

Als Mittelglieder verwende ich Teile einer entsprechenden Gliederkette (im Bildhintergrund), die vor dem Zusammenschweißen der Endglieder in diese eingefügt werden. Wichtig ist dabei, daß die Mittelglieder unbeschädigt sind, da sich diese auf Grund des besonderen Materials nicht so mir nix dir nix schweißen lassen.
Beim Schweißen der Endglieder ist auf die Nahtvorbeireitung besonderen Wert zu legen, damit diese nicht nur am Umfang "zugeklebt", sondern durchgeschweißt werden. Ich habe mittels 3-Kantfeile eine umlaufende V-Naht vorbereitet.
Kuppelkette_lang (maschinist)

Biegevorrichtung_und_Kuppelkette (maschinist)
Am Holzkastenkipper macht sich die neue Kette doch ganz gut!
Kuppelkette_lang_02 (maschinist)

Mit der beschriebenen Methode lassen sich so in etwa 10 Ketten in einer Stunde fertigen.
Am nächsten Tag konnte ich dann mein Materiallager wieder etwas füllen, da mir ein Bekannter einen Kofferraum voll Profil- und Stabstahl überlassen hatte. Selbstverständlich erfolgte der Transport vom Auto in die Werkstatt mittels Feldbahn.
Materialtransport_mit_Kastenkipper (maschinist)
Bis ich alles einsortiert hatte, war es draußen schon dunkel geworden, so wurde die letzte Fuhre im Schein einer Karbidlampe gefahren.
Nachtbetrieb (maschinist)

Zur Zeit arbeite ich, soweit es das Studium zuläßt, wieder an Zeichnungen und Berechnungen für die Ns1, damit in den nächsten Semesterferien den Rahmen auf eigene Achsen stellen kann.
Mit verschneitem Gruß
Sven





