Hallo Zusammen,
in den letzten Tagen wurden mal wieder ein paar Blechteile gefräst - es ist ein Freude, dass die Steuerung wieder repariert werden konnte

Wie sagte ein Freund so schön: "Es gibt ein Leben ohne Fräse.... aber es wäre sinnloser - zumindest etwas!"
 0_4mm_Blech_01
0_4mm_Blech_01 (fspg2)
 Knotenblech_Gruppe_4_fach
Knotenblech_Gruppe_4_fach (fspg2)
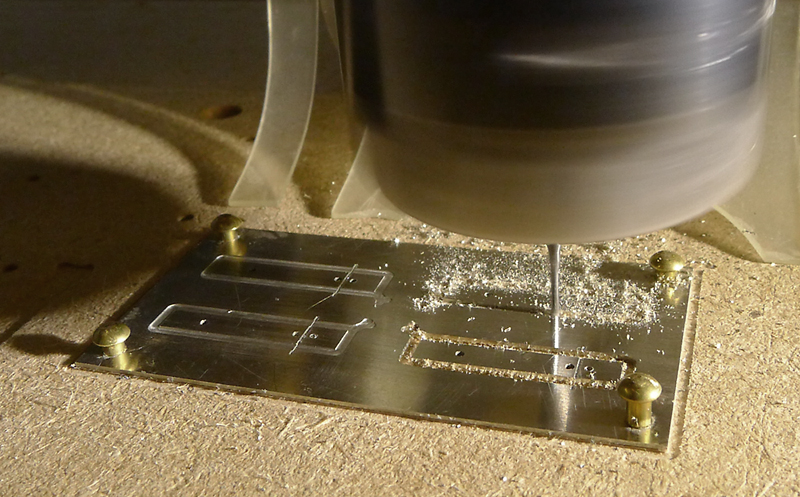
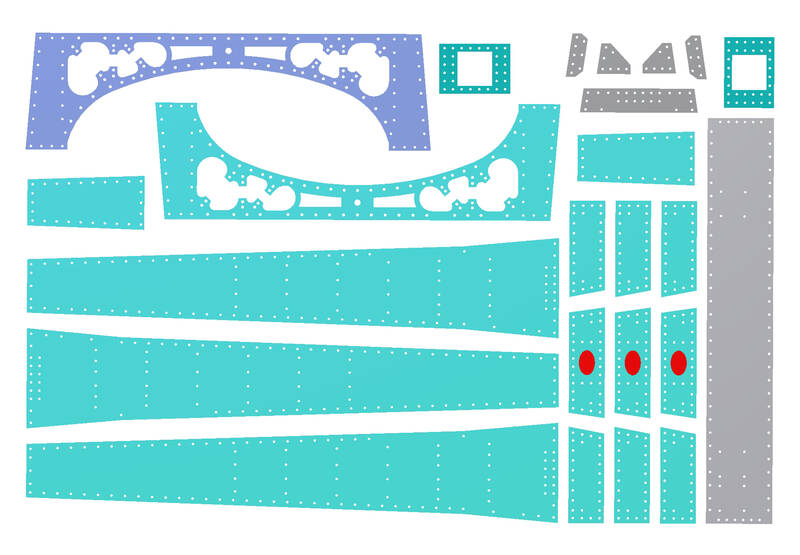
...und in L- und U-Profile (mit unterschiedlichen Längen) viele Löcher gebohrt.
Die einzelnen U- bzw. L-Profile einer Portalseitenwand wurden mit 2,2mm Abstand aneinandergereiht und als Datei gespeichert.
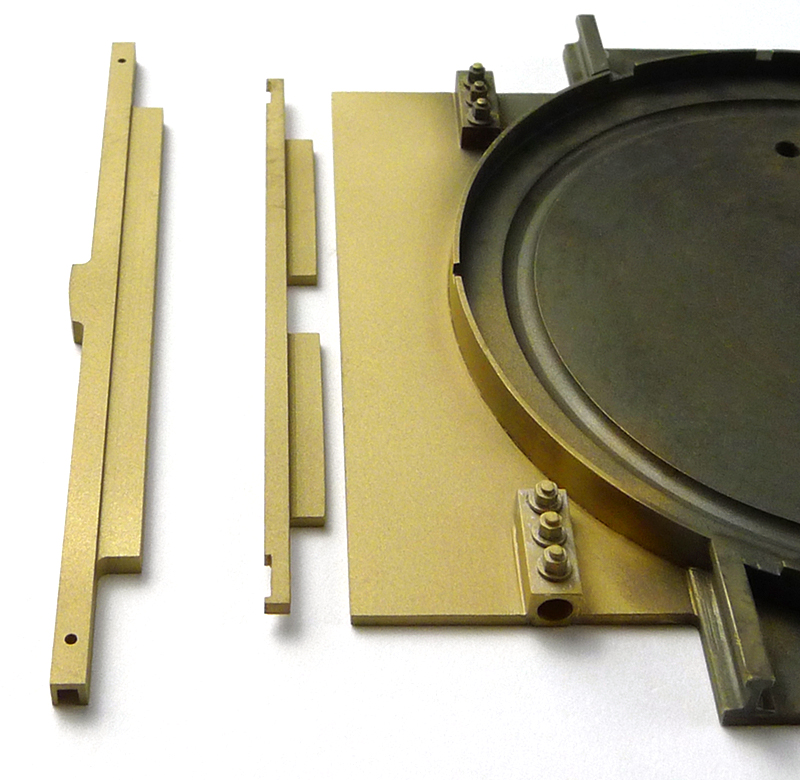
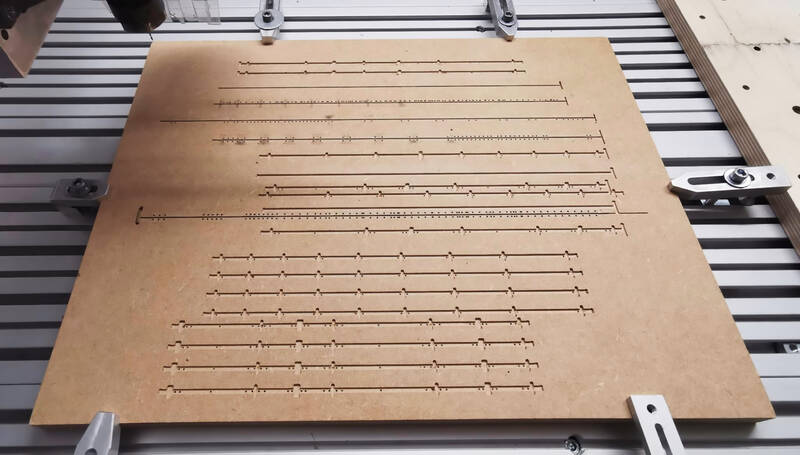
Für die U-Profile wurden in eine MDF-Platte 1,4mm tiefe Nuten gefräst, 3,0mm x 1,5mm U-Profile eingelegt und mit Kreppband fixiert. Anschließend wurden 1,2mm Löcher gebohrt und mit einem 2,0mm Fräser die einzelnen Teile auf Länge gebracht. Das erfolgte für jede Seitenwand vier mal.
Traeger_Montage_40 (fspg2)
 Traeger_Montage_41
Traeger_Montage_41 (fspg2)

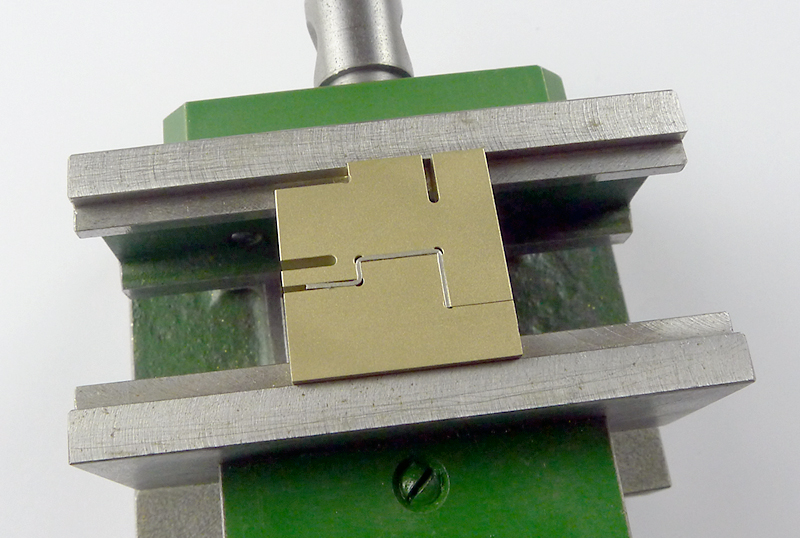
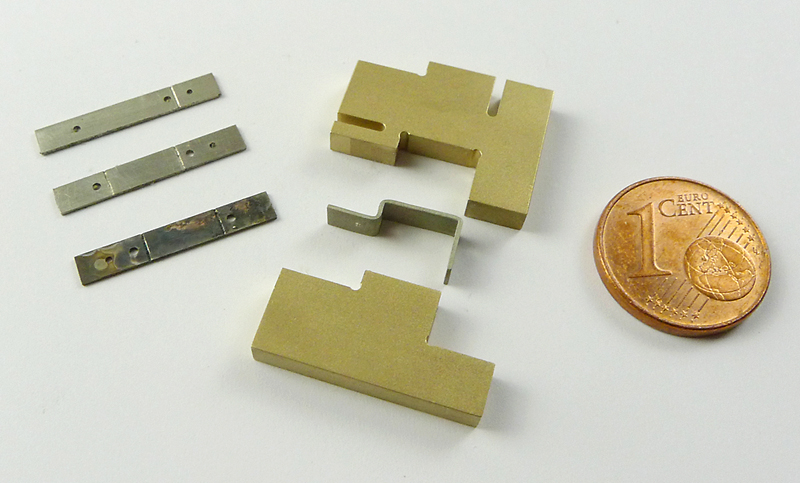
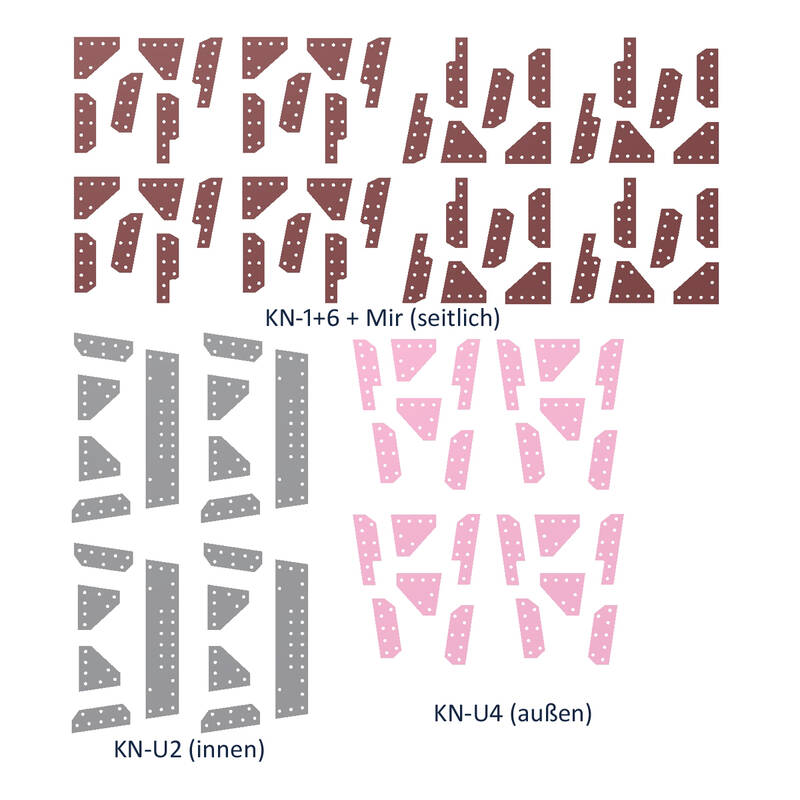
Die 3,0mm x 3,0mm L-Profile wurden paarweise Rücken an Rücken in eine 1,0mm breite und 3,2mm tiefe Nut eingelegt. Da die Schenkel eine Dicke von 0,45mm haben, hatte ich zwischen die Schenkel noch einen 0,1mm Blechstreifen eingelegt. Danach kam wieder Tessakrepp zu Hilfe.
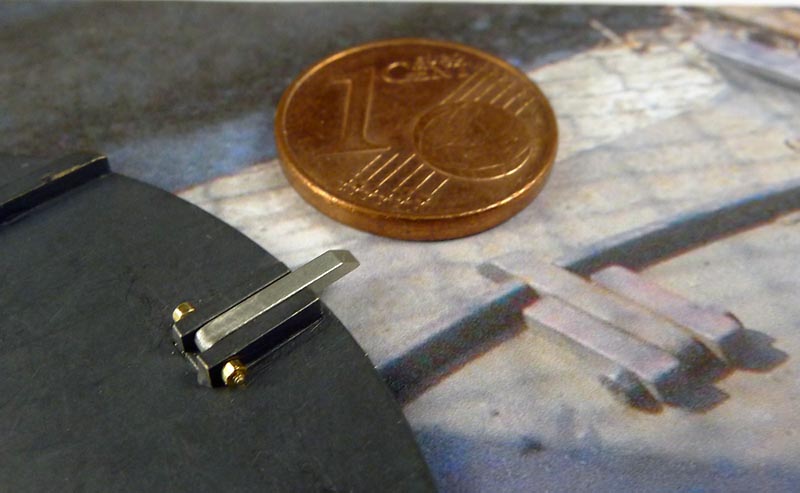
Die beiden Schenklelseiten erhielten unterschiedliche Bohrungen und Fräsungen. Danach wurden die beiden Schenkel untereinander ausgetauscht und die Gegenseite bearbeitet. Damit die beiden Profile auch deckungsgleich bearbeitet werden konnten, war ein kleiner Messing-Anschlag auf der einen Längsseite in die MDF-Platte eingefräst.
Traeger_Montage_44 (fspg2)
Nachdem die 404 L- und U-Profile fertig waren, sah die MDP-Platte so aus:
Traeger_Montage_52 (fspg2)
Die zusammengehörigen Profile wurden in kleine Boxen sortiert und beschriftet.
Traeger_Montage_50 (fspg2)

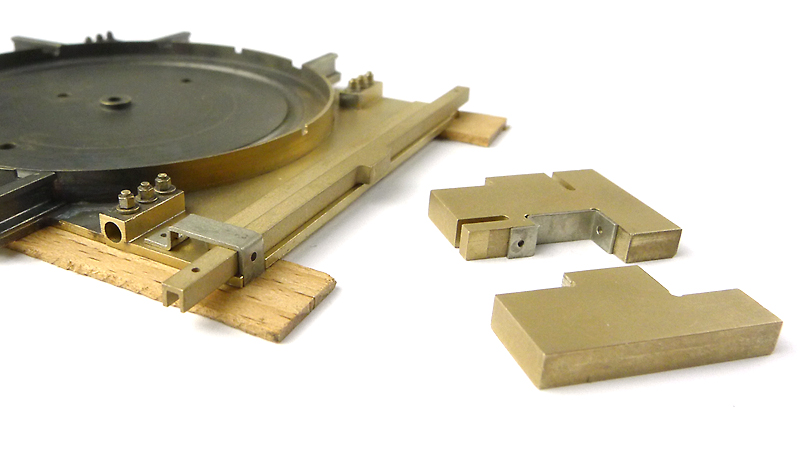
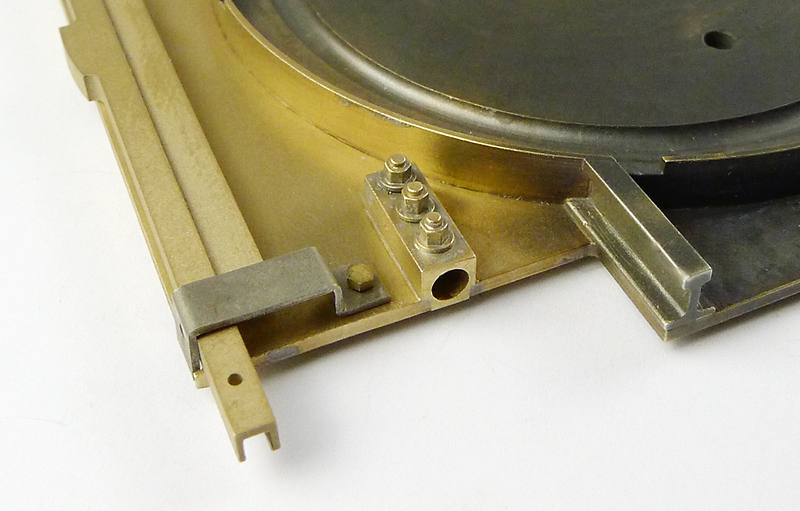
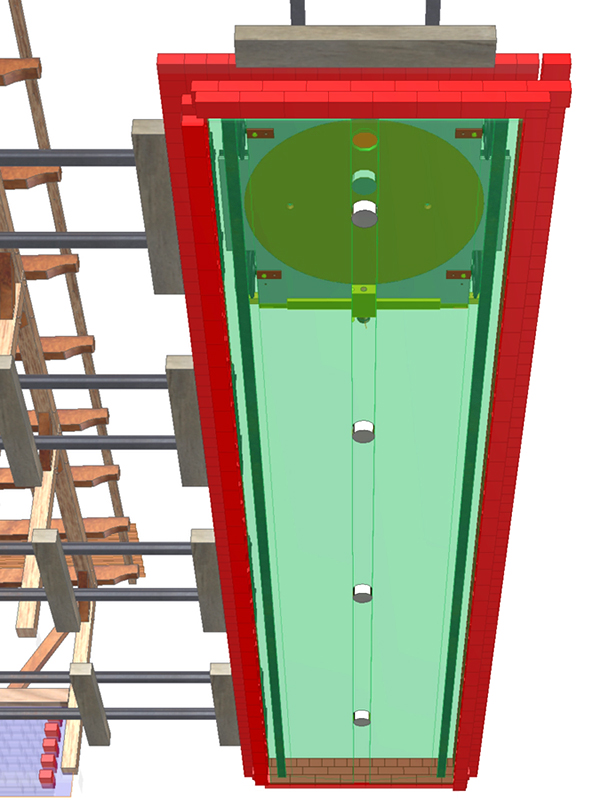
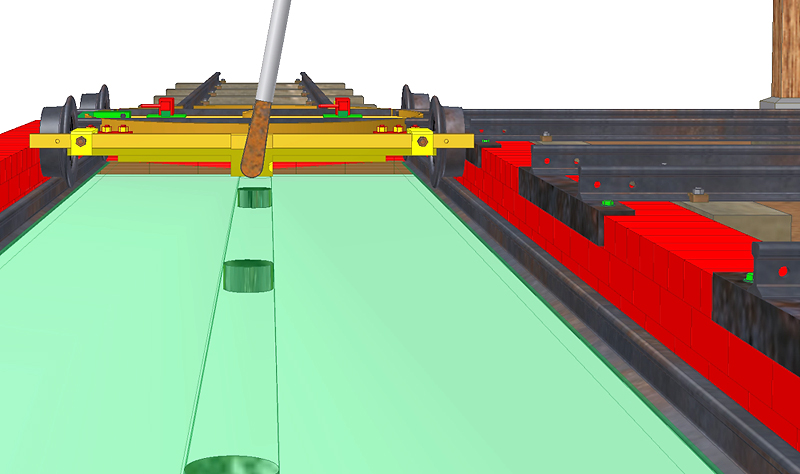
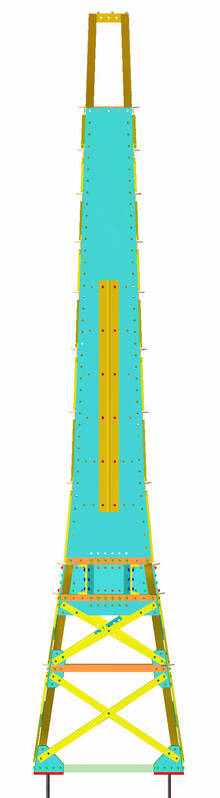
Anfangen will ich mit der Montage von den vier inneren Seitenteilen des Portals.
Traeger_Montage_48 (fspg2)
Die Hubbrücke wird den genieteten Zustand von 1901 wiedergeben.... also war die Überlegung, ob es sinnvoll wäre, echte Messingnieten zu verwenden.
Allerdings würden sich daraus mehrere Nachteile ergeben:
Erstens kosten 50 Nieten rund 5,30€ bei einer Mindestabnahme von 1000 Stück. Da ich 2712 Stück benötige (+ etliche Exemplare mehr, die sich bei der Montage irgendwo im Raum verteilen...), wären das rund 300,00€.
Zweitens würde die eine Seite einen wunderschönen halbrunden Kopf aufweisen, die Gegenseite hätte nach der Verrundung mit einem entsprechenden Hohlfräser (auch Finierfräser) einen deutlich geringeren Durchmesser haben - z.B.: Kopf = 1,3mm und der Schaft nur 1,0mm.
Volker hatte bei seiner Oesterbrücke einen genialen Weg gezeigt:
klick (in diesem Beitrag weiter runterscrollen!)
Vorteil: Mit den bei dieser Menge benötigten Nieten, komme ich auf rund 18,00€
Nachteil: Es müssen dann beide Seiten verwundet werden ... es sind ja nur 5424 Enden

Erste Versuche mit vorhandenem Draht und Finierfräsern ließen mich zweifeln, ob mein Draht vielleicht zu weich war (MS63 ?). Der Hohlfräser setzte sich sofort zu.
Neuer MS58 Draht wurde bestellt... und der erste Test macht mir Mut. Ebenso hatte Volker ja auch super Ergebnisse erzielt!
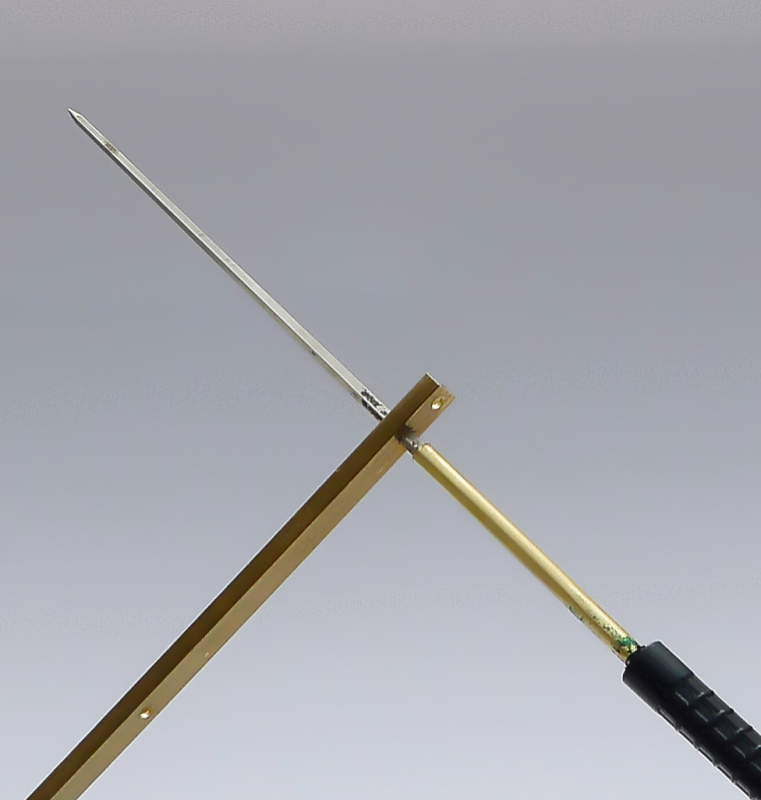
Die ersten paar Meter vom Draht wurden auf der Blechschneidemaschine in 5,0mm lange Stücke geschnitten.
Durch die Anschrägung sollten die 1,2mm dicken Drahtsücke leichter in die 1,2mm Löcher "gleiten", was zum Teil auch gut geht......
...aber, der Draht hat herstellungsbedingt leicht unterschiedliche Durchmesser. Da macht das Einfädeln bei 1,22mm neben 1,19mm nicht immer Spaß.
Traeger_Montage_54 (fspg2)

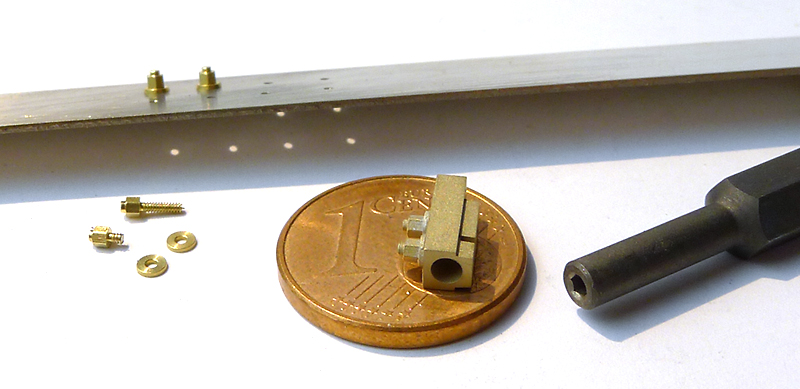
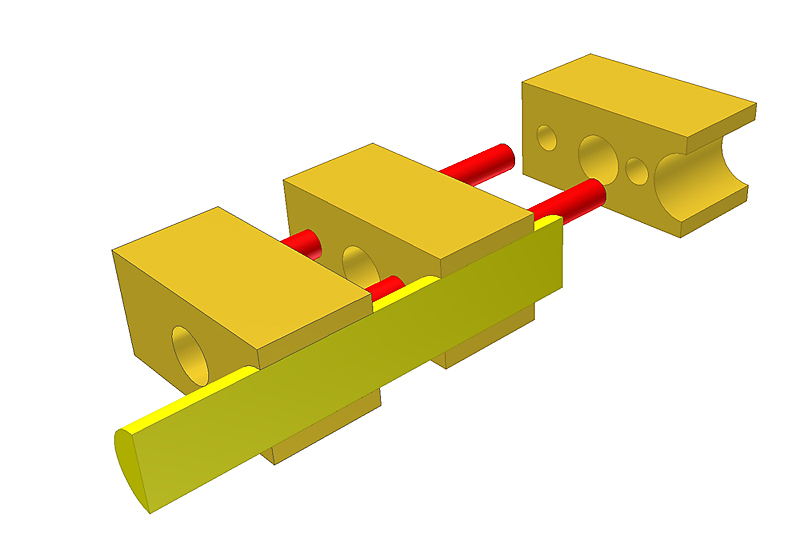
Abhilfe schaft hierbei eine konische Vierkantreibahle, die durch ein aufgeschobenes Röhrchen eine Anschlagsbegrenzung erhalten hat, damit ich die Löcher nicht zu weit aufreibe.
Traeger_Montage_53 (fspg2)
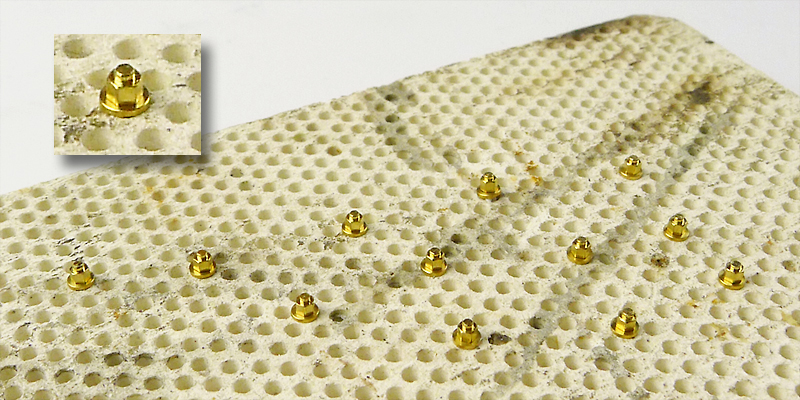
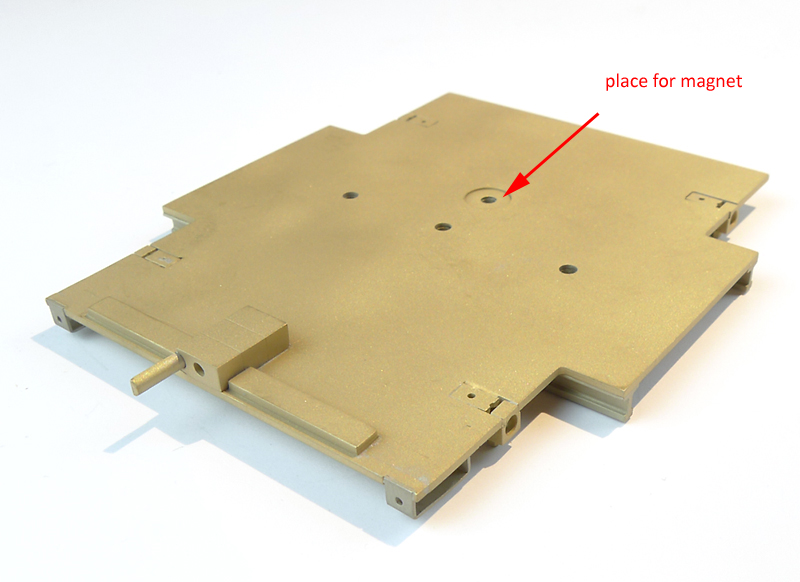
Zur einfacheren Montage gibt es wieder eine Pertinax-Lehre. An den Stellen, wo die Drahtstifte eingedrückt werden, sind 2,0mm tiefe Löcher mit 1,3mm Durchmesser gebohrt, damit der Stift auf der Unterseite genügend Länge zum späteren Verrunden hat.
Traeger_Montage_51 (fspg2)