Hallo Henry,
die Thematik der mechanischen Bearbeitung ist umfangreich, daher versuche ich, einige Grundlagen anhand deiner Angaben zu erläutern.
Die Schneidenlänge beeinflusst eher die Stabilität beim Fräsen, die Oberflächengüte, wird durch die Schneidengeometrie beeinflusst.
Anhand der Schnittwerttabelle für Hartmetallfräser, aus einem meiner Werkzeugkataloge, habe ich folgende Parameter ermittelt:
Aus der Schnittgeschwindigkeit von 120m/min.
bei Messing hart (ohne Emulsion), ergibt sich eine Drehzahl von ~38 000u/min.
Der Wert für den Zahnvorschub wird mit 0,004mm angegeben, woraus sich eine Vorschubgeschwindigkeit von 300mm/min (5mm/sec) ergibt.
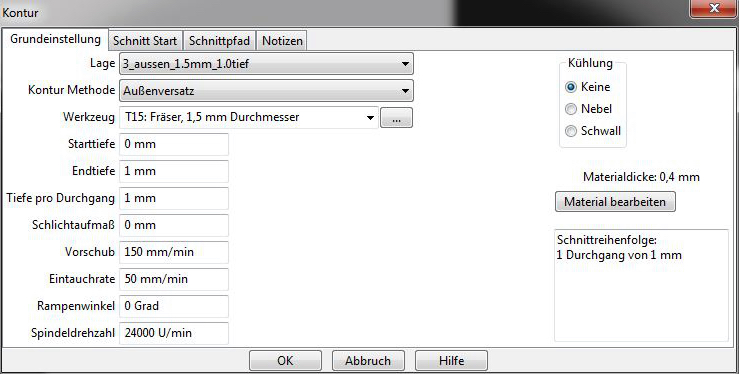
Wenn ich diese Werte in Relation zu der Drehzahl von 24 000u/min setze erhalte ich eine Vorschubgeschwindigkeit von 120mm/min (2mm/sec).
Als maximale Frästiefe je Durchgang wird der Fräserdurchmesser angegeben.
Die optimale Frästiefe wird aber auch durch die Spannmöglichkeit des Werkstückes, sowie der Stabilität der Maschine beeinflusst.
Für einen 1mm Fräser ist eine Frästiefe von 0,25-0,5mm üblicherweise kein Problem.
Bei der mechanischen Bearbeitung im Modellbau verwende ich grundsätzlich keine Kühl-/Schmieremulsion, da die empfohlen Parameter ohnehin kaum zur Anwendung kommen. Lediglich bei der Bearbeitung von Stahl verwende ich Öl, um einer Magnetisierung (Werkzeug/Werkstück) entgegen zu wirken, bzw. beim Schlichten, (für eine bessere Oberflächengüte).
Die Parameter meiner letzten Arbeit:
Drehzahl: 11 000u/min
Vorschubgeschwindigkeit: 7mm/min
(wegen Werkstückvibration, bedingt durch die Aufspannung)
Frästiefe: 0,25-0,3mm
Fräserdurchmesser: 0,5mm
Schneidenlänge: 1,5mm
Material: Messing weich, 0,7mm stark.
20220505_172922 (master of OM)
Weiterhin gutes Gelingen, und schöne Grüße
Gerhard