Hi guys,
Ich bin dabei, Fenster aus Acryl zu fraesen. Ich benutze einen Einschneider 1,5mm aus Hartmetall. Zur Zeit versuche ich, mich an den "Sweet Spot" heranzutasten. Folgende Parameter verwende ich zur Zeit.
- Gegossenes Acryl (soll weniger schmelzempfindlich sein als extrudiertes)
- Einschnitt-Fraeser 1,5mm aus Hartmetall
- Drehzahl 10000U/min (bei 16000U/min hatte ich Ablagerungen am Fraeser)
- Vorschub 300mm/min (5mm/sec)
- Tiefenzustellung 0,4mm, senkrecht mit kleinem Vorschub (30mm/min)
- Was nehmt ihr zum Einbetten. Ich habe z.Zt. Tapetenklebeband, dass sich nach Erwaermen "relativ" einfach loesen laesst.
Bin ich weit weg von den optimalen Parametern und in welche Richtung sollte ich gehen? Zeit spielt keine Rolle, Oberflaeche und Schonung des Fraeser sind mir wichtiger.
Gruss
Acryl und 3D fraesen
Moderator: fido
-
Henner (Henry)

- Buntbahner

- Beiträge: 1114
- Registriert: Di 20. Nov 2007, 20:07
- Wohnort: Berlin
Acryl und 3D fraesen
Zuletzt geändert von Henner (Henry) am Fr 26. Mär 2021, 13:35, insgesamt 1-mal geändert.
Henner (Henry)
Donkey Doktor a.D. EDH Lumber Company
Donkey Doktor a.D. EDH Lumber Company
-
mabaadre

- Buntbahner

- Beiträge: 199
- Registriert: Do 11. Jan 2007, 14:42
- Wohnort: Dresden
Re: Acryl fraesen
Hallo Henry,
sicher ist Dir bekannt, dass zur Vermeidung von Schmelzen des Acryl, Verschmieren und Anhaften mit Spiritus gekühlt wird.
Inwieweit Dein Tapetenbandkleber das verträgt solltest Du prüfen.
Ich wünsche Dir viel Erfolg.
sicher ist Dir bekannt, dass zur Vermeidung von Schmelzen des Acryl, Verschmieren und Anhaften mit Spiritus gekühlt wird.
Inwieweit Dein Tapetenbandkleber das verträgt solltest Du prüfen.
Ich wünsche Dir viel Erfolg.
viele Grüße
Manfred B.
Manfred B.
-
Regalbahner

- Site Admin
- Beiträge: 4469
- Registriert: Sa 31. Jul 2004, 22:17
- Wohnort: ehemaliger Müritzkreis
Re: Acryl fraesen
Hallo Henner,
warum laserst du die Scheiben nicht
Das geht doch viel schneller und auch ziemlich sauber, wenn die Parameter stimmen.
Viele Grüße
Christoph
warum laserst du die Scheiben nicht
Das geht doch viel schneller und auch ziemlich sauber, wenn die Parameter stimmen.
Viele Grüße
Christoph

-
fspg2

- Buntbahner

- Beiträge: 1749
- Registriert: Do 8. Mär 2007, 22:34
- Wohnort: in der Nähe von Braunschweig
Re: Acryl fraesen
Moin Henner,

Für meinen Vakuumtisch (weiter unten im Beitrag vom 01.03.2020) hatte ich 10mm dickes Makrolon mit folgenden Parametern gefräst - die gleichen Parameter habe ich auch bei Plexiglas (Acryl-GS) verwendet :
Plexi_fraesen_1 (fspg2)
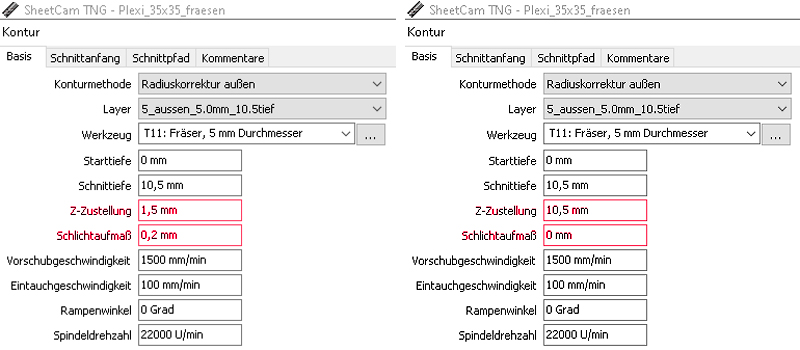
Die ersten Duchgänge habe ich mit 1,5mm Stufen und 0,2mm Übermaß gefräst und im letzten Durchgang dann 10,5mm tief auf Endmaß. Verwendet wurde ein scharfer Einzahnfräser!
Dabei habe ich keinen Spiritus zum Kühlen verwendet.
Makrolon fräse ich meist lieber als Plexi, da ich hiermit noch nie Probleme beim Fräsen hatte.
Wenn Du zu langsam bist oder der Fräser zu schnell dreht, merkst Du schnell, dass Dir das Material schmilzt.... dann während des Fräsen die Geschwindigkeit erhöhen oder langsamer drehen.
Befestigt hatte ich die Platte mit Gudy-870.
Dadurch, dass das Makrolon und auch das Vivak Schutzfolien hat, ließen sich die gefrästen Teile leicht von dem Doppelklebeband lösen.
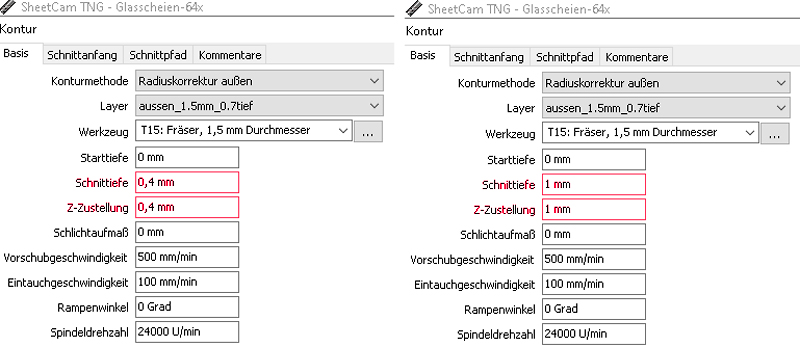
Dünnes Vivak habe ich mit folgenden Einstellungen gefräst:
Plexi_fraesen_2 (fspg2)
Dann hoffe ich, dass Dir Deine Fräsungen auch gut gelingen!
Du must schneller werden - ich denke, Deine Fräse kann das- Vorschub 300mm/min (5mm/sec)
- Tiefenzustellung 0,4mm, senkrecht mit kleinem Vorschub (30mm/min)
Für meinen Vakuumtisch (weiter unten im Beitrag vom 01.03.2020) hatte ich 10mm dickes Makrolon mit folgenden Parametern gefräst - die gleichen Parameter habe ich auch bei Plexiglas (Acryl-GS) verwendet :
Plexi_fraesen_1 (fspg2)
Die ersten Duchgänge habe ich mit 1,5mm Stufen und 0,2mm Übermaß gefräst und im letzten Durchgang dann 10,5mm tief auf Endmaß. Verwendet wurde ein scharfer Einzahnfräser!
Dabei habe ich keinen Spiritus zum Kühlen verwendet.
Makrolon fräse ich meist lieber als Plexi, da ich hiermit noch nie Probleme beim Fräsen hatte.
Wenn Du zu langsam bist oder der Fräser zu schnell dreht, merkst Du schnell, dass Dir das Material schmilzt.... dann während des Fräsen die Geschwindigkeit erhöhen oder langsamer drehen.
Befestigt hatte ich die Platte mit Gudy-870.
Dadurch, dass das Makrolon und auch das Vivak Schutzfolien hat, ließen sich die gefrästen Teile leicht von dem Doppelklebeband lösen.
Dünnes Vivak habe ich mit folgenden Einstellungen gefräst:
Plexi_fraesen_2 (fspg2)
Dann hoffe ich, dass Dir Deine Fräsungen auch gut gelingen!
Viele Grüße
Frithjof
Frithjof
-
Henner (Henry)
- Buntbahner
- Beiträge: 1114
- Registriert: Di 20. Nov 2007, 20:07
- Wohnort: Berlin
Re: Acryl fraesen
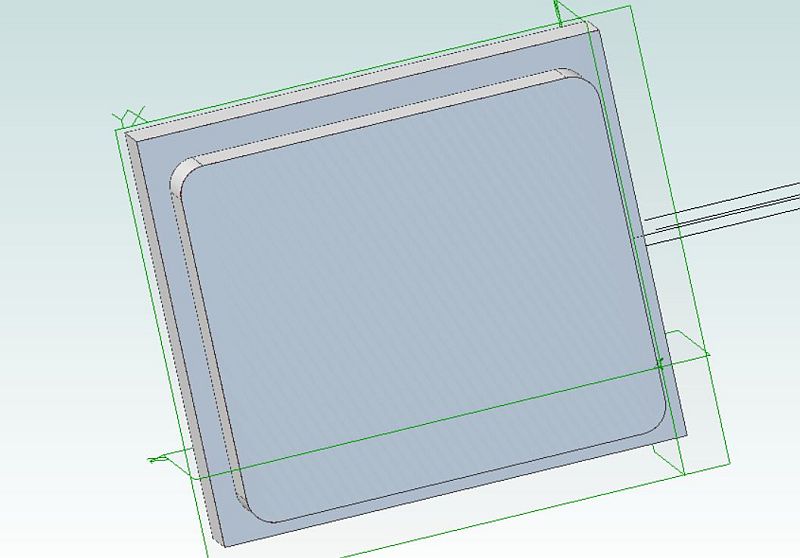
Vielen Dank fuer die Antworten. Es handelt sich um sehr kleine Fenster (etwa 7 x 6mm) fuer die HO Lok eines Freundes. Ich nehme das zum Anlass, das Fraesen von Plexiglas zu lernen. Mit dem Laser wird es schwierig (Gerd kann das aber offenbar), da rund um das Fenster ein Kragen ist:
Schmiermittel moechte ich moeglichst vermeiden, da meine Werkstatt jetzt in einem "Gaestezimmer" untergebracht ist. Ich glaube, ich muss doch mit dem Vorschub noch weiter hochgehen. Auch die Idee mit einem anderen Material werde ich umsetzen. Wenn mein Laser wieder in Betrieb ist (es fehlen noch Teile zum Umbau auf 230V), werde ich auch diesen Vorschlag aufgreifen und sehen, ob ich den Kragen auf 0,05mm genau in der Tiefe herstellen kann.
Gruss und nochmals danke fuer die Vorschlaege
Schmiermittel moechte ich moeglichst vermeiden, da meine Werkstatt jetzt in einem "Gaestezimmer" untergebracht ist. Ich glaube, ich muss doch mit dem Vorschub noch weiter hochgehen. Auch die Idee mit einem anderen Material werde ich umsetzen. Wenn mein Laser wieder in Betrieb ist (es fehlen noch Teile zum Umbau auf 230V), werde ich auch diesen Vorschlag aufgreifen und sehen, ob ich den Kragen auf 0,05mm genau in der Tiefe herstellen kann.
Gruss und nochmals danke fuer die Vorschlaege
Henner (Henry)
Donkey Doktor a.D. EDH Lumber Company
Donkey Doktor a.D. EDH Lumber Company
-
GNEUJR

- Buntbahner

- Beiträge: 590
- Registriert: Do 18. Dez 2008, 11:24
- Wohnort: Hamburg
Re: Acryl fraesen
Hallo Henry,
schicke mir mal eine DXF Datei oder die Alibre Datei. Ich lasere Dir das Fenster mit dem Absatz und stelle Dir hier ein Bild ein.
Viele Grüße
Gerd
schicke mir mal eine DXF Datei oder die Alibre Datei. Ich lasere Dir das Fenster mit dem Absatz und stelle Dir hier ein Bild ein.
Viele Grüße
Gerd
-
Helmut Schmidt

- Buntbahner

- Beiträge: 2668
- Registriert: Mo 24. Feb 2003, 21:23
- Wohnort: Barsinghausen
Re: Acryl fraesen
Hallo Henner,
wie dick soll denn das Material sein und wie viel vom Kragen soll denn in der Tiefe stehen bleiben?
wie dick soll denn das Material sein und wie viel vom Kragen soll denn in der Tiefe stehen bleiben?
Helmut Schmidt
-
Henner (Henry)
- Buntbahner
- Beiträge: 1114
- Registriert: Di 20. Nov 2007, 20:07
- Wohnort: Berlin
Re: Acryl fraesen
Anbei ein Beispiel (Alibre und dxf). Das Material ist 1,5mm stark. Ist aber nicht so wichtig, interessant ist die Stufe (1mm tief). Es waere natuerlich toll, wenn das auch mit dem Laser ginge (auch mit dem 40(?)W China Geraet). Hier noch ein Bild eines so (trocken) gefraesten ca. 6mm hohen Fensters mit meiner bisher besten Einstellung (nach Frithjof-danke).
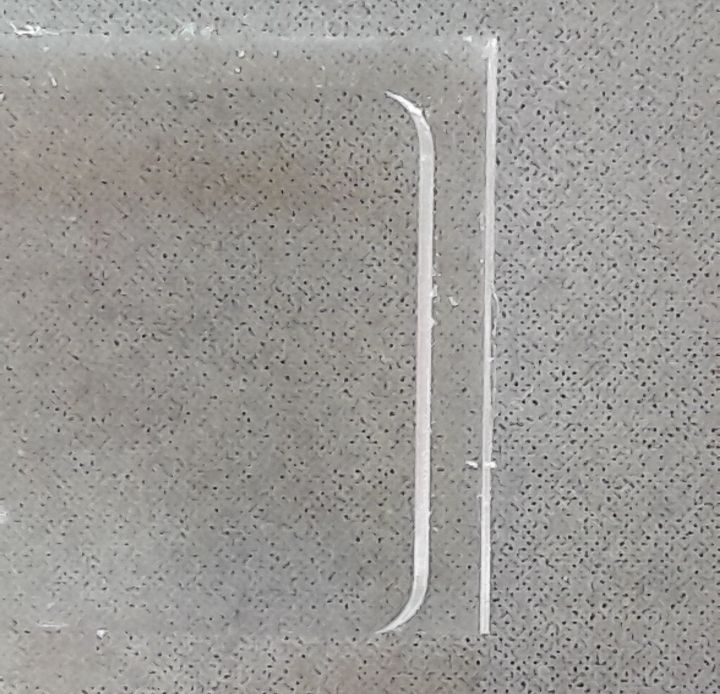
Gruss
Gruss
Du hast keine ausreichende Berechtigung, um die Dateianhänge dieses Beitrags anzusehen.
Henner (Henry)
Donkey Doktor a.D. EDH Lumber Company
Donkey Doktor a.D. EDH Lumber Company
-
Regalbahner
- Site Admin
- Beiträge: 4469
- Registriert: Sa 31. Jul 2004, 22:17
- Wohnort: ehemaliger Müritzkreis
Re: Acryl fraesen
Moin Henner,
Wenn der Vorschub schnell genug ist, gibt es eine saubere, leicht
angeschrägte Schnittkante. Da muss man etwas probieren aber es geht gut.
Kann leider momentan wegen der Pflege meiner Mutter gar nichts
machen
Viele Grüße
Christoph
ich habe schon Gläser für Laternen damit gelasert.Es waere natuerlich toll, wenn das auch mit dem Laser ginge (auch mit dem 40(?)W China Geraet).
Wenn der Vorschub schnell genug ist, gibt es eine saubere, leicht
angeschrägte Schnittkante. Da muss man etwas probieren aber es geht gut.
Kann leider momentan wegen der Pflege meiner Mutter gar nichts
machen
Viele Grüße
Christoph
-
Helmut Schmidt
- Buntbahner
- Beiträge: 2668
- Registriert: Mo 24. Feb 2003, 21:23
- Wohnort: Barsinghausen
Re: Acryl fraesen
Hallo Henner,
leider habe ich solch ein Material in der Dicke nicht vorrätig, es gibt dieses aber beim architekturbedarf.de.
leider habe ich solch ein Material in der Dicke nicht vorrätig, es gibt dieses aber beim architekturbedarf.de.
Helmut Schmidt