Moin zusammen,
ich will mal wieder über meine Baufortschritte berichten. Da sind noch eine Menge Teile anzufertigen um mein Nahziel zu erreichen, nämlich: den Rahmen mit allen Anbauten montage- und lackierfertig fertigzustellen.
Beim ersten Besuch meines Fotomodells konnte ich nicht alle Details fotografieren bzw. vermessen, weil es meinem Fahrer zu kalt war (diese Sofahocker …). Ich habe jetzt vom Eigentümer doch nochmal die Zusage für einen weiteren Fototermin bekommen, allerdings hat sich mein Fahrer sicherheitshalber erstmal für ein paar Wochen ins warme Kuba verpieselt. Jedenfalls werde ich dann noch offene Fragen (Führung der Druckluft-, Öl- und E-Leitungen, die beiden Hilfsluftbehälter, Bremssteuerorgane usw.) klären können.
Nach diesem Ausblick in die hoffentlich nähere Zukunft gehts jetzt weiter mit meinem aktuellen Schaffen:
Motorträger
Die auf dem ersten Foto des Bauberichts zu sehenden Motorträger waren etwas misslungen und nach der Entscheidung auf den Nachbau der Innereien der Vorbaunase zu verzichten musste ich auch nur noch die untere Hälfte bauen.
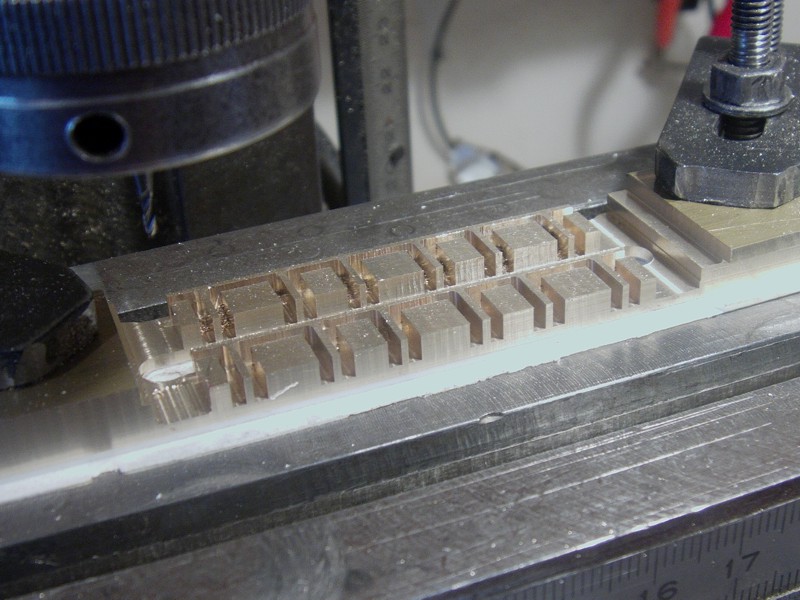
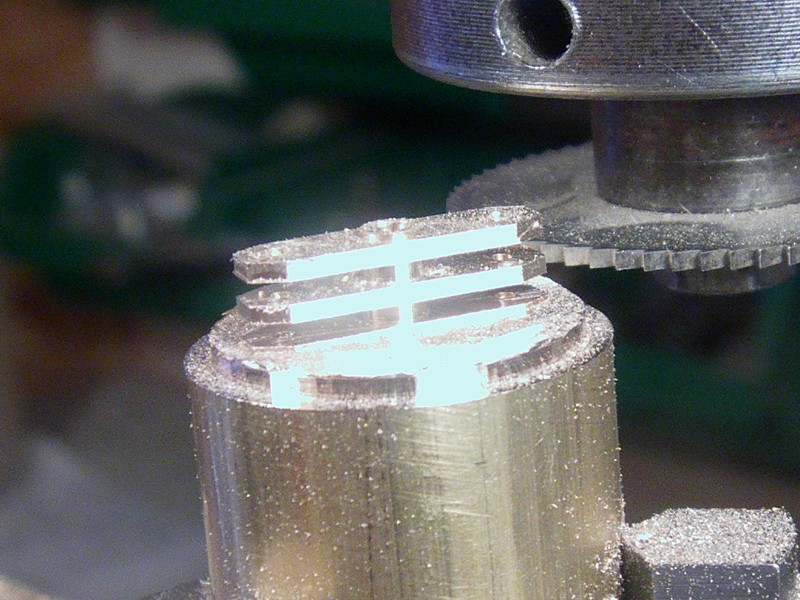
Zunächst habe ich einen Ms-Vierkant auf 4,4 mm Stärke gefräst und zwei Streifen der benötigten Breite gefertigt. Danach konnte ich die Konturen der Rippen mit einem 1,5er Fräser rausarbeiten.
Motorträger fräsen 1 (S 49)
Die nächsten Schritte waren das Ausräumen zwischen den Rippen, Fräsen der Aussparungen und das Setzen der Bohrungen für die (Vorbild-)Motorbefestigung.
Motorträger fräsen 2 (S 49)

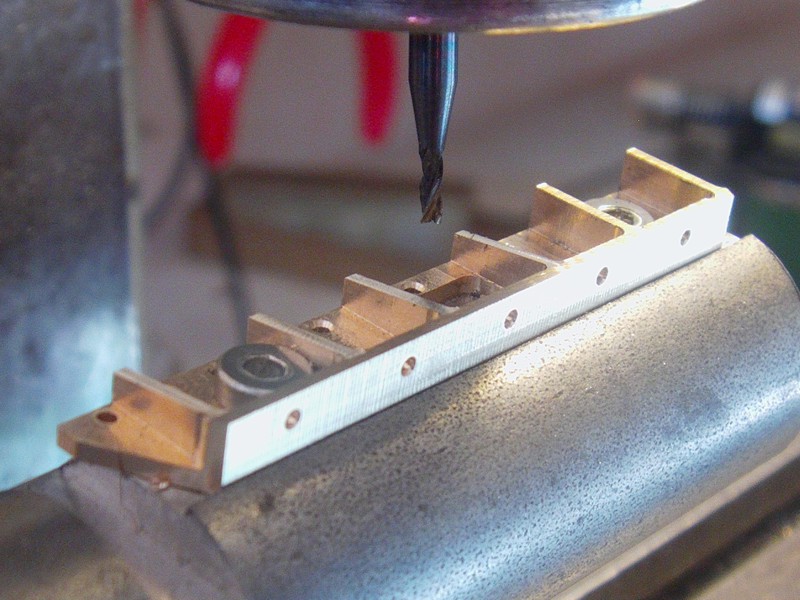
Die Träger wurden dann freigefräst, an den Seiten angeschrägt und mit den Bohrungen für die Verschraubung mit dem Rahmen versehen.
Für die Bearbeitung der 10° Schräge der Rippen habe ich ein Stück Rundmaterial im Teilapparat mit einer Planfläche und zwei Gewinden versehen. Mit dem aufgespannten Träger habe ich das Ganze dann um 10° verschwenkt und die Rippen in Form gebracht.
Motorträger fräsen 3 (S 49)
Die Rundung der Rippen erfolgte mit einem Radiusfräser. Da dieser für 90° Kanten gedacht ist, ich aber hier 100° habe, konnte ich die Kontur nur vorsichtig vorfräsen. Die verbliebenen Kanten waren dann Feilarbeit.
Motorträger fräsen 4 (S 49)
 Auspuffschalldämpfer
Auspuffschalldämpfer
Den hatte ich schon vor längerer Zeit gebaut aber dabei hatte ich in den Zeichnungen übersehen, dass die Abgasleitung im Motorraum verschwenkt wird. Dementsprechend hatten die Bohrungen den falschen Abstand. Außerdem habe ich rausgefunden, dass der Schalldämpfer nicht nur aufgehängt ist, sondern auch noch eine kleine Abstützung im Rahmen hat, die sich nur schwer nachträglich anbauen ließ.
Also wird auch dieses Teil neu gebaut!
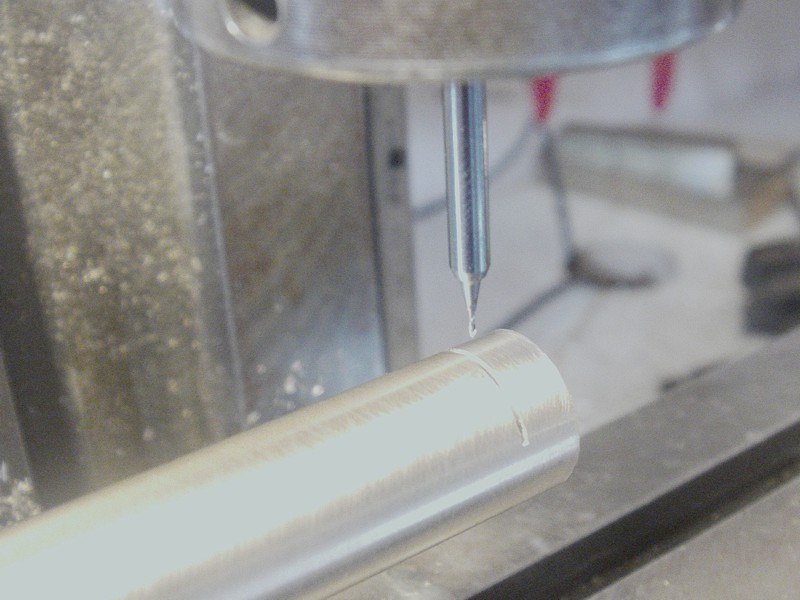
Beim Vorbild sind für die Aufhängung Winkeleisen angeschweißt. Damit ich diese ordentlich ausrichten kann, habe ich den Rohling für den Auspufftopf (Ms 13,33 Durchmesser) mit zwei 0,5 mm breiten und 0,15 mm tiefen Ringnuten über 135° versehen.
Ringnut (S 49)
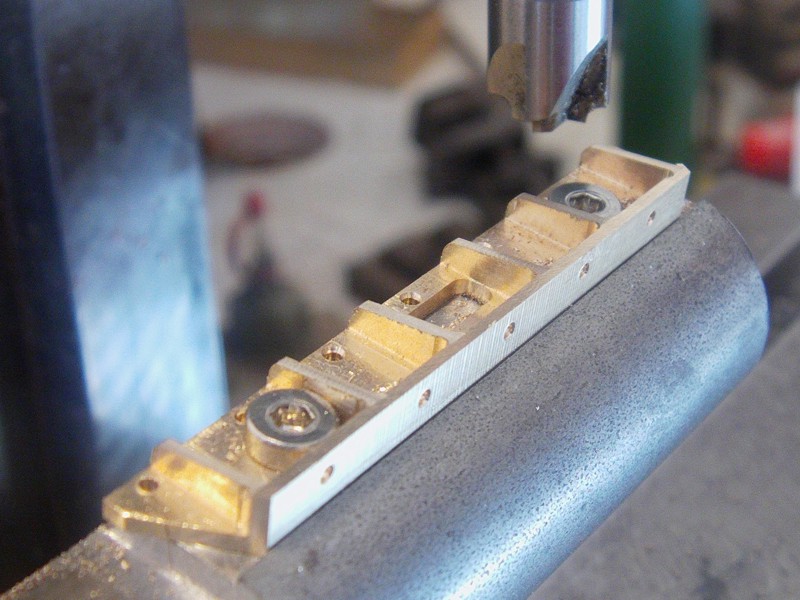
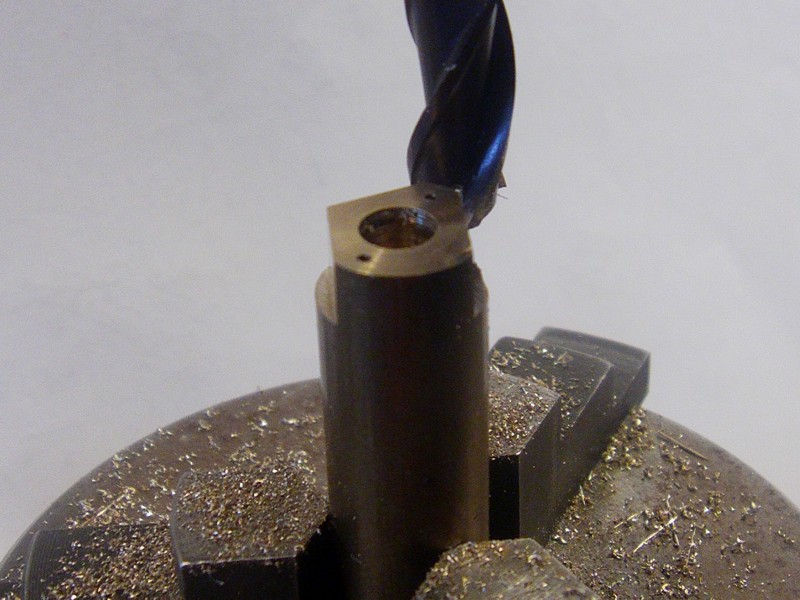
Auf einer Seite erhielt der Rohling die drei Bohrungen für die Reinigungsdeckel, die später durch die Öffnungen im Rahmenstirnblech zu sehen sind.
Bohrungen Reinigungsdeckel (S 49)
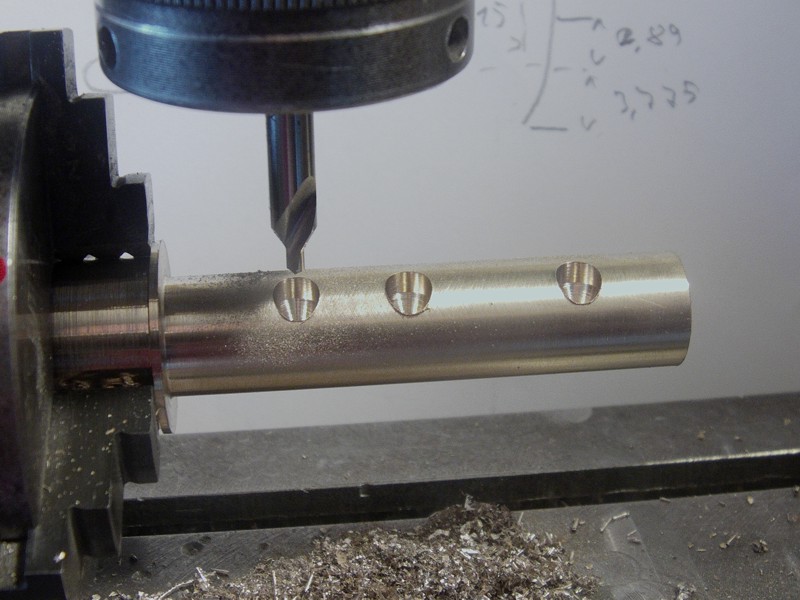
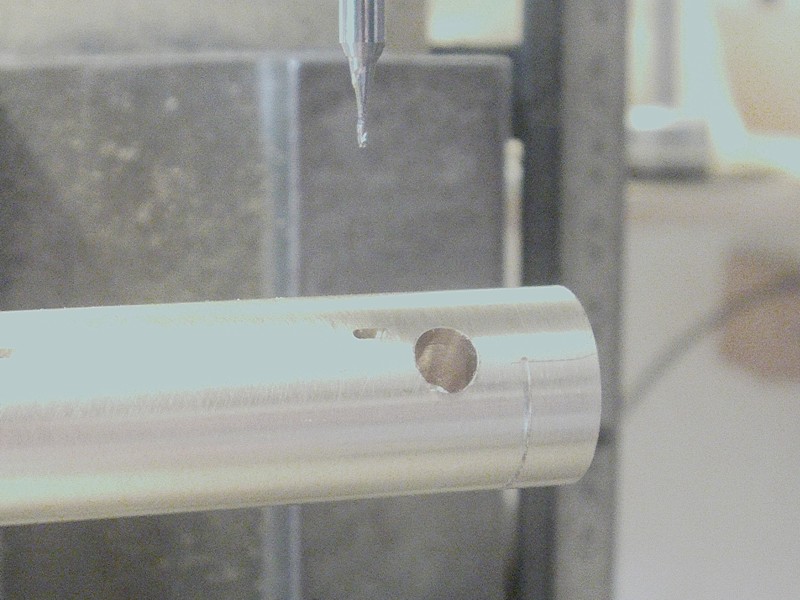
Gegenüberliegend bohrte ich die Aufnahmen für die Abgaszuleitung vom Motor und das Auspuffrohr.
Für die Abstützung und ein sich mir nicht ganz erschließendes Anbauteil setzte ich noch kleine Montageschlitze mit 0,5 und 0,7 Fräsern.
Bohrungen Abgasleitung (S 49)
Die gewölbten seitlichen Deckel bekamen ihre Kontur durch kegeliges Abdrehen und Befeilen/Schleifen des rotierenden Zylinders nach einer ausgedruckten Schablone. Durch das kegelige Abdrehen tangential zur gewünschten Wölbung hat man schon mal eine vernünftige Kante und vermindert das Risiko, sich bei der Freihandarbeit zu verhauen.
Rundung vorbereiten (S 49)
Ich will jetzt nicht behaupten, dass ich so einen exakten Kegel drehen könnte, aber näherungsweise gehts schon.
Die beiden Tragwinkel ließen sich bequem als Päärchen auf dem Teilapparat anfertigen.
Träger fräsen (S 49)
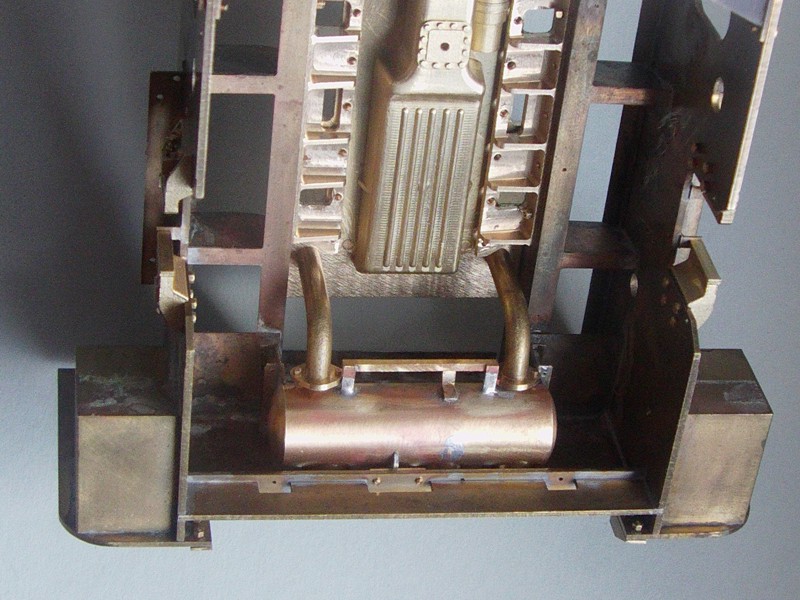
Hier mal eine Probemontage unter der Platte, die später E-Motor und Getriebe trägt. Die ganze Auspuffkonstruktion wird über die Abgasrohre mit der Platte verschraubt. Auf diese Weise kann ich den Schalldämpfer separat alufarben lackieren und erst dann einbauen.
Montage (S 49)

Die Platte für den Antrieb stellt sozusagen die Grenze für den Nachbau des Vorbildes dar. Vom Deutz-Diesel ist nur noch die Ölwanne (Gußteil) zu sehen.
Bilder
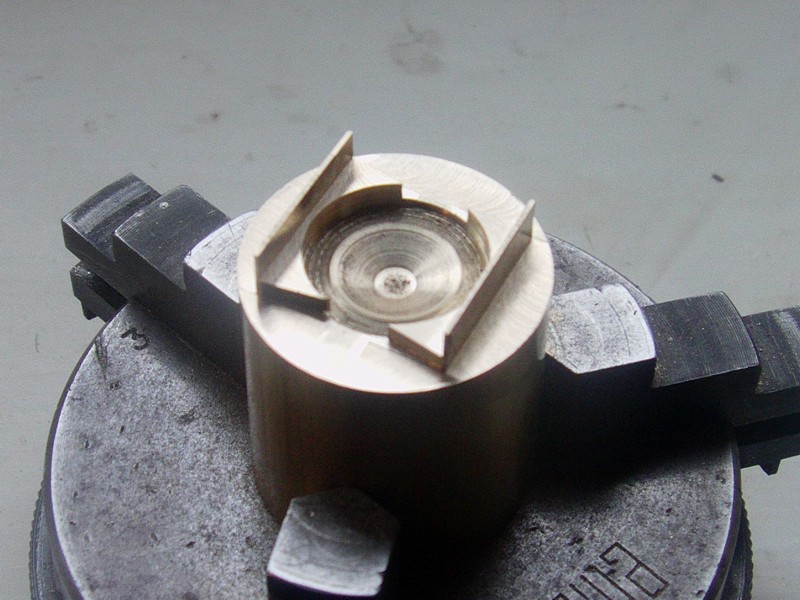
Die Flansche, mit denen die Ein- und Ausströmrohre mit dem Schalldämpfer verschraubt werden, sind nun auch für den analogen Bastler keine so große Herausforderung, wenn eine Teilvorrichtung zur Verfügung steht. Die geraden Kanten des Rhombus lassen sich einfach fräsen und die großen Rundungen werden durch Drehen des ausgerasteten Teilapparates gefertigt (Den Drehpunkt des Futters in x- und y-Richtung nullen!).
Flansch fräsen 1 (S 49)
 Flansch fräsen 2
Flansch fräsen 2 (S 49)

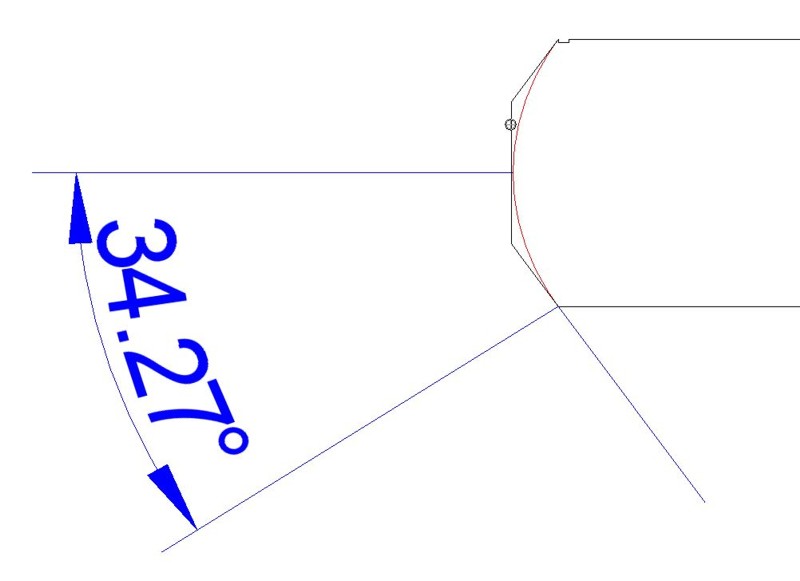
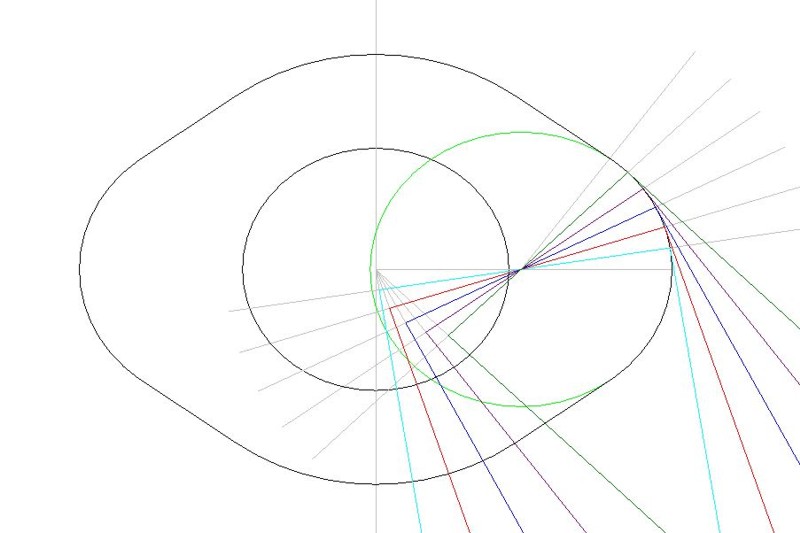
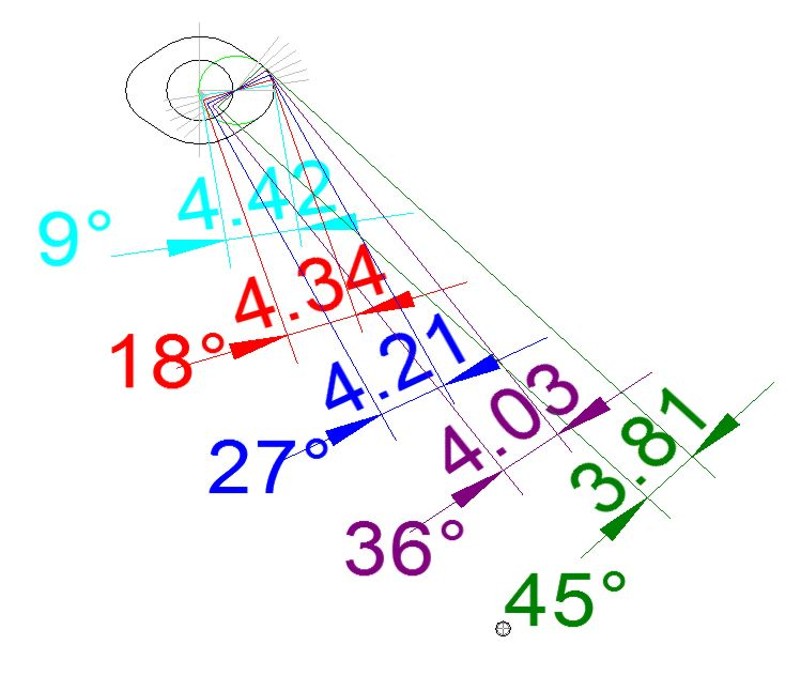
Die beiden kleineren Rundungen könnte man freihand befeilen, ich habe mich für angewandte Geometrie entschieden: ich habe den Flansch zeichnerisch um den Mittelpunkt des Kreisbogens in 9°-Schritten gedreht (das ist die kleinste Teilung, die meine Vorrichtung kann) und habe dann das CAD-Programm die Abstände messen lassen, in denen ich mit dem Fräser in den jeweiligen Winkelstellungen tangential am Flansch entlangfahren muss. Ohne so ein Programm muss man wohl die gute alte Formelsammlung bemühen. Mit den 9°-Schritten lässt sich bei diesen kleinen Teilen eine ordentliche Kontur fräsen, die dann noch geglättet werden kann.
Flansch fräsen 4 (S 49)
 Flansch fräsen 5
Flansch fräsen 5 (S 49)
 Flansch fräsen 3
Flansch fräsen 3 (S 49)

So ungefähr wird das dann später aussehen.
Blick aus der Untersuchungsgrube (S 49)
 Bremse
Bremse
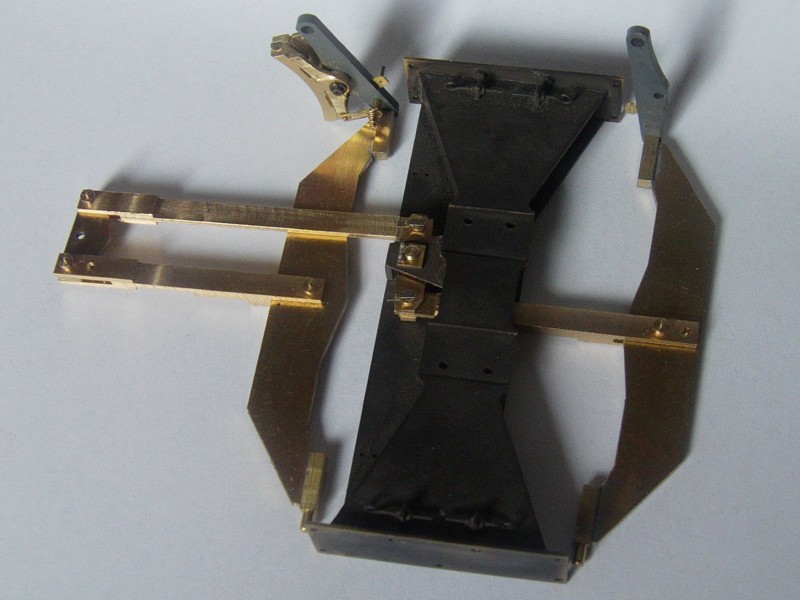
Ich habe auch an der Bremsanlage weitergebaut: Die Bremsbalken, Bremsgestänge und Umlenkhebel im Bereich zwischen den Achsen sind fertig, auf dem Getriebeträger sind die Haken für die Rückholfedern montiert.
Umlenkhebel fräsen (S 49)
Hier mal eine Zusammenstellung:
Bremsgestänge (S 49)
Der Getriebeträger musste herhalten um ein neues Strahlmittel auszuprobieren (Normalkorund FEPA 180) und weil er schon mal so schön blank war, habe ich ihn auch gleich brüniert.
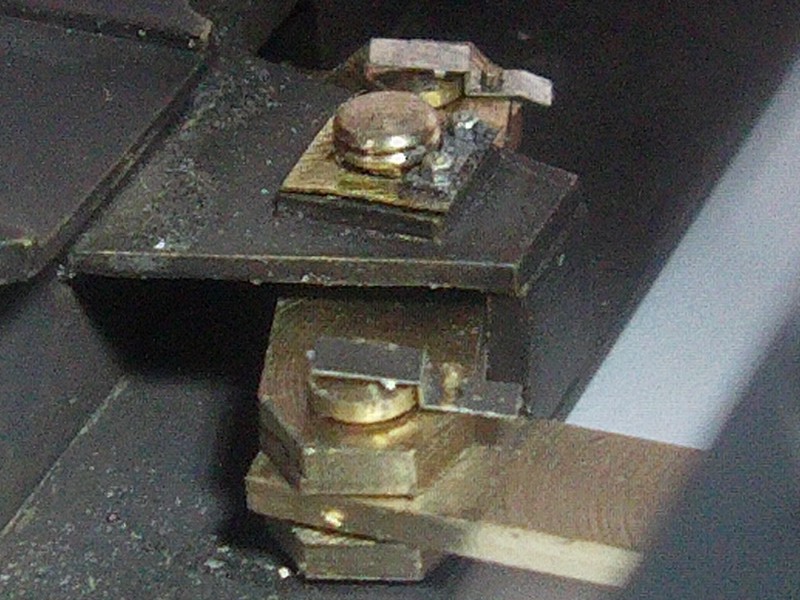
Im Bereich des Umlenkhebellagers können die Bolzen nicht durch Splinte gesichert werden: Der Lagerbolzen darf wegen der Profilfreiheit nicht unterhalb des Getriebeträgers herausragen. Deswegen ist der Bolzenkopf eingekerbt und wird durch eine aufgeschraubte Platte gesichert. Die Sicherung der Bolzen für das Bremsgestänge wird mit kleinen Blechen gewährleistet. Bei älteren Bauserien wurde auch der Lagerbolzen durch ein Blech gesichert.
Ich habe die Teile mal lose zusammengesteckt. Die Endmontage erfolgt erst nach dem Lackieren.
Umlenkhebel (S 49)
 Umlenkhebel Vorbild
Umlenkhebel Vorbild (S 49)

Mittlerweile habe ich die kleine Schmierlochbohrung für das Bolzenlager auch noch nachgeholt. Die Bolzenköpfe benötigen noch ein bißchen Nacharbeit.
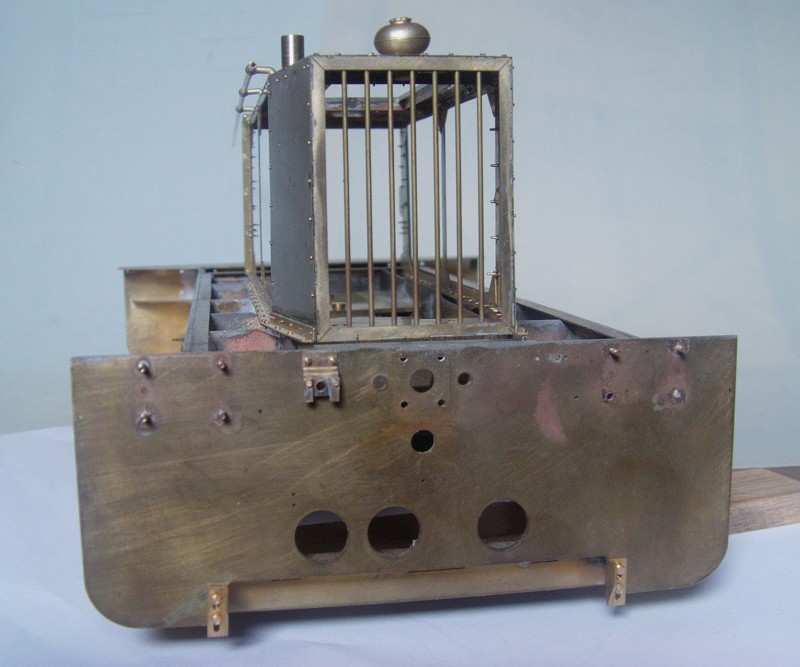
Zum Schluss gibt es noch ein improvisiertes Bild mit Nase und einigen neuen Kleinteilen (Bahnräumer, Halter mit Verdrehschutz für den Bremslufthahn), das Ganze wird langsam einer Köf ähnlich.
Ansicht vorne (S 49)
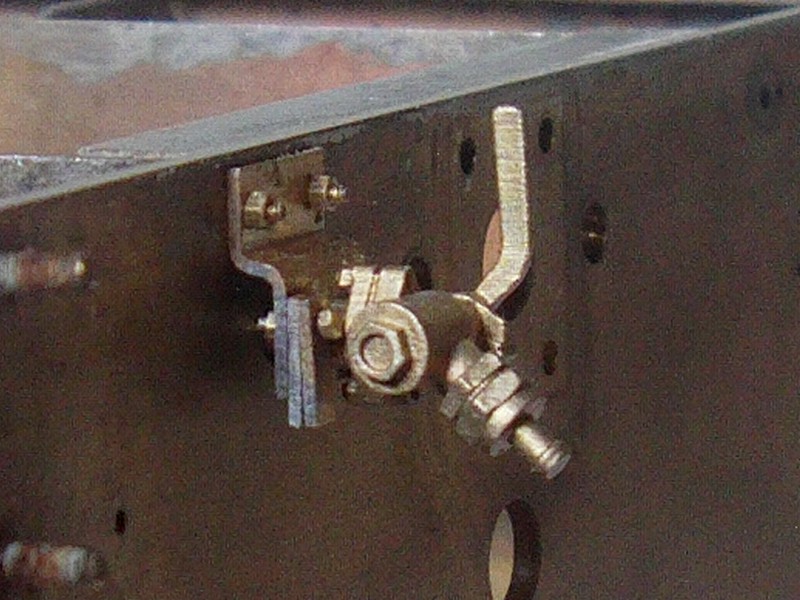
Der Lufthahn von Michael macht sich auch gut, den muss ich nur noch gegen einen mit dem Hebel auf der anderen Seite tauschen.
Lufthahn (S 49)
 Lufthahn Vorbild
Lufthahn Vorbild (S 49)

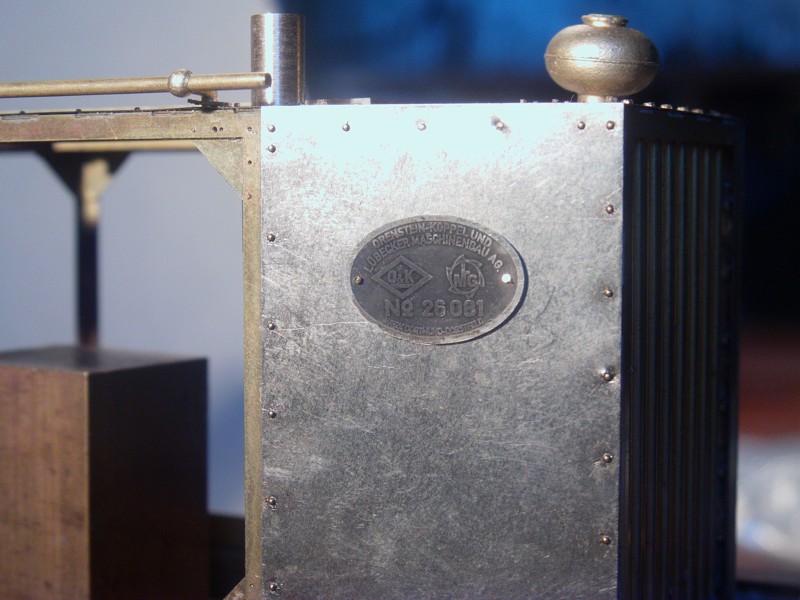
Und einen Namen hat sie jetzt auch: O&K 26081. Die Ätzung ist wegen der kleinen Schrifttypen etwas flach:
Werk Dortmund-Dorstfeld ist gerade 0,45 mm hoch. Vielleicht hat ja von Euch jemand eine Idee wie man das etwas ausdrucksstärker hinkriegt.
Fabrikschild (S 49)
Soweit für heute.
Gruß
Jürgen