@Hans
kann keine Schreinerwitze machen, alle Finger noch dran; das Teil war eingespannt, beim normalen Fräsen sind die Finger an der Kurbel....
Und zur Beruhigung, kann zwischen 4 Modellen Schutzbrillen auswählen ! immerdrauf !
@Helmut
nix CNC, alles konventionell gefräst....
war mal 6x6mm Messing, sicher 10mal umgespannt
@Florian
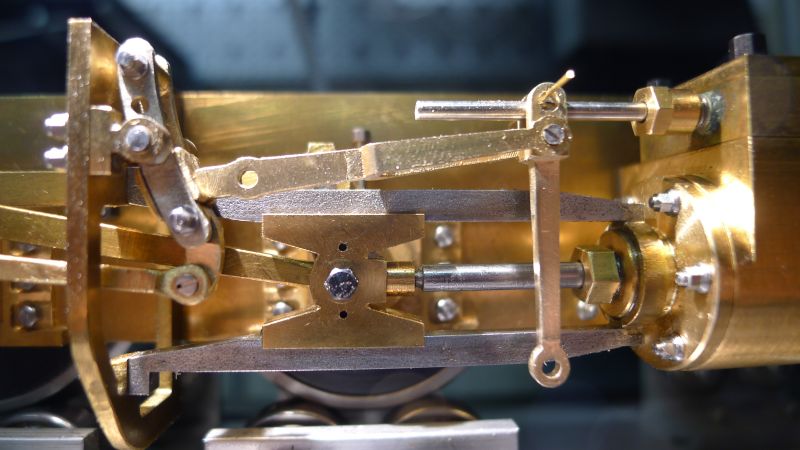
das Problem ist, dass der Kopf nur 2mm dick werden darf und der obere
Bolzen des Voreilhebels quer durch die Schieberstange gehen soll
(hüstel, wir versuchen hier doch eine gewisse Vorbildtreue zu erreichen,
schau mal ganz am Anfang das Bild der Steuerung an...)
Habe aber heute morgen eine brauchbare Idee auf Papier festgehalten,
entweder ist es genial oder völlig bescheuert, lasse es draufankommen...
Gruss,
Ernst
RhB G34 Nr. 3 "Davos"
Moderator: GNEUJR
-
Davaaser
- Buntbahner

- Beiträge: 342
- Registriert: Fr 28. Okt 2005, 14:59
- Wohnort: Schweiz / Zürich nord...
Re: RhB G34 Nr. 3 "Davos"
Die erste Dampflok ist misslungen, versuche deshalb die zweite zu bauen...
-
Florian
- Buntbahner

- Beiträge: 256
- Registriert: Fr 19. Okt 2007, 23:14
Re: RhB G34 Nr. 3 "Davos"
Hallo Ernst
Wie wärs mit anlöten und dann fertigbearbeiten?
Gruss Florian
ps: natürlich mit Hartlot (Silberlot)
Wie wärs mit anlöten und dann fertigbearbeiten?
Gruss Florian
ps: natürlich mit Hartlot (Silberlot)
-
Kolbenfresser
- Buntbahner

- Beiträge: 920
- Registriert: Do 18. Nov 2004, 18:34
- Wohnort: Ba-Wü
Re: RhB G34 Nr. 3 "Davos"
Hallo Ernst
Auch mir gefallen deine Steuerteile sehr gut.
Schade nur das es daneben ging, ich schlage auch vor aus 2 Teilen hartlöten.
Ich würde mich freuen, wenn du uns berichten könntest, wie du diese Teile konverntionell gefertigt hast. Aus mangel dieses Wissens, habe ich es aus 2 Teilen gelötet. Würde aber auch gerne so schöne Teile wie du fertigen!!
Bin schon auf deinen Bericht gespannt. Wenn man eine CNC Maschine verwendet ist man manchmal betriebsblind, oft ist konventionell einfacher anzuwenden.
Wenn man eine CNC Maschine verwendet ist man manchmal betriebsblind, oft ist konventionell einfacher anzuwenden.
Gruß
Roland
Auch mir gefallen deine Steuerteile sehr gut.
Schade nur das es daneben ging, ich schlage auch vor aus 2 Teilen hartlöten.
Ich würde mich freuen, wenn du uns berichten könntest, wie du diese Teile konverntionell gefertigt hast. Aus mangel dieses Wissens, habe ich es aus 2 Teilen gelötet. Würde aber auch gerne so schöne Teile wie du fertigen!!
Bin schon auf deinen Bericht gespannt.
Gruß
Roland
-
Davaaser
- Buntbahner
- Beiträge: 342
- Registriert: Fr 28. Okt 2005, 14:59
- Wohnort: Schweiz / Zürich nord...
Re: RhB G34 Nr. 3 "Davos"
ok
Versuche mal den Ablauf zu schildern für die Schieberschubstange (die wie eine Stimmgabel aussieht)...
nehme 6x6 mm Messing, Länge absagen und Löcher bohren
(faktisch 2 Löcher mit 2mmm, plus das beim Gabelkopf ist vorne 2mm, hinten M2 Gewinde, also zuerst mit 1,6mm bohren
und dann mit 2mm Bohrer ca 3mm tief bohren, danach M2 Gewinde schneiden)
Dort wo das "grosse U" ist, habe ich bei um 90° gedrehtem Stab ein 3mm Loch gebohrt.
Nächster Schritt: mit kleinem VHM Zylinderfräser die Enden verrundet, ebenso beim mittleren Loch etwas verrunden
Nächster Schritt: das Seitenprofil gefräst, hinten zwischen Schwinge und Anhebung ist einfach, ist parallel, zwischen
Anhebung und Gabelkopf ist es zulaufend, also mit verschieden dicken Stäbchen (im hinteren und vorderen Loch)das Teil eingespannt
und gefräst, umspannen und andere Seite ebenso gefräst. Ebenso in dieser Aufspannung das U teilweise (nur bis zum Gabelkopf)
mit 4mm VHM Fräser ausgefräst. Teil umspannen (also Seite oben) und mit Radiusfräser die "Aussenrundung" des U gefräst, Teil
umspannen (andere Seite oben) und nochmal das Gleiche gemacht. in dieser Aufspannung mit einem 8mm VHM Fräser überflüssiges
Messing der Seite weggefräst (kurbeln). Umgespannt auf andere Seite und ebenso überflüssiges Messing weggefräst....
Jetzt fehlt noch die Restöffnung des Gabelkopfs.....
ein 4x4 Messingstück unterhalb des Gabelkopf eingeschoben und mit Gabelkopf nach oben im Schraubstock eingespannt.
Mit 4mm VHM Fräser und 0.1mm Zustellung pro Durchgang durchgekurbelt, bis Oeffnung komplett...
Mit Feile und Lupe die Uebergänge etwas verfeinern; Fertig....
Ok. ich werde mal den Werdegang des Voreilhebel fotografisch begleiten, dann sieht man auch mehr davon.....
Grüsse,
Ernst
Versuche mal den Ablauf zu schildern für die Schieberschubstange (die wie eine Stimmgabel aussieht)...
nehme 6x6 mm Messing, Länge absagen und Löcher bohren
(faktisch 2 Löcher mit 2mmm, plus das beim Gabelkopf ist vorne 2mm, hinten M2 Gewinde, also zuerst mit 1,6mm bohren
und dann mit 2mm Bohrer ca 3mm tief bohren, danach M2 Gewinde schneiden)
Dort wo das "grosse U" ist, habe ich bei um 90° gedrehtem Stab ein 3mm Loch gebohrt.
Nächster Schritt: mit kleinem VHM Zylinderfräser die Enden verrundet, ebenso beim mittleren Loch etwas verrunden
Nächster Schritt: das Seitenprofil gefräst, hinten zwischen Schwinge und Anhebung ist einfach, ist parallel, zwischen
Anhebung und Gabelkopf ist es zulaufend, also mit verschieden dicken Stäbchen (im hinteren und vorderen Loch)das Teil eingespannt
und gefräst, umspannen und andere Seite ebenso gefräst. Ebenso in dieser Aufspannung das U teilweise (nur bis zum Gabelkopf)
mit 4mm VHM Fräser ausgefräst. Teil umspannen (also Seite oben) und mit Radiusfräser die "Aussenrundung" des U gefräst, Teil
umspannen (andere Seite oben) und nochmal das Gleiche gemacht. in dieser Aufspannung mit einem 8mm VHM Fräser überflüssiges
Messing der Seite weggefräst (kurbeln). Umgespannt auf andere Seite und ebenso überflüssiges Messing weggefräst....
Jetzt fehlt noch die Restöffnung des Gabelkopfs.....
ein 4x4 Messingstück unterhalb des Gabelkopf eingeschoben und mit Gabelkopf nach oben im Schraubstock eingespannt.
Mit 4mm VHM Fräser und 0.1mm Zustellung pro Durchgang durchgekurbelt, bis Oeffnung komplett...
Mit Feile und Lupe die Uebergänge etwas verfeinern; Fertig....
Ok. ich werde mal den Werdegang des Voreilhebel fotografisch begleiten, dann sieht man auch mehr davon.....
Grüsse,
Ernst
Die erste Dampflok ist misslungen, versuche deshalb die zweite zu bauen...
-
Davaaser
- Buntbahner
- Beiträge: 342
- Registriert: Fr 28. Okt 2005, 14:59
- Wohnort: Schweiz / Zürich nord...
Re: RhB G34 Nr. 3 "Davos"
Hallo Kollegen,
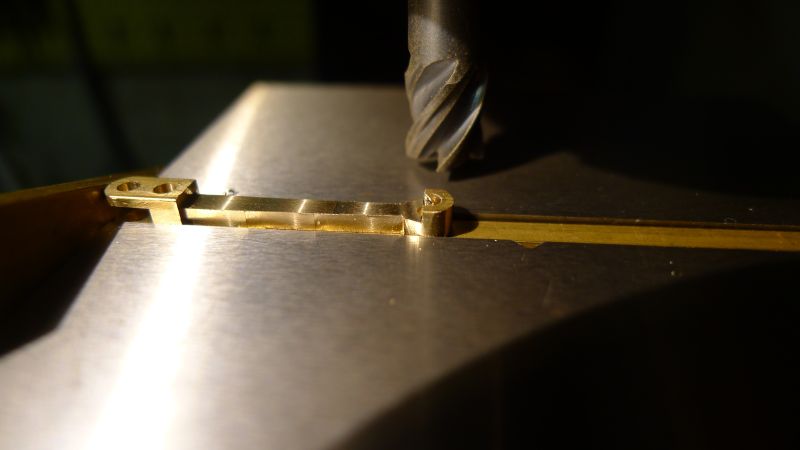
wie versprochen der Werdegang eines Voreilhebels auf konventionelle Art....
Ausgangsmaterial mit erstem Loch

So verrunde ich die Enden
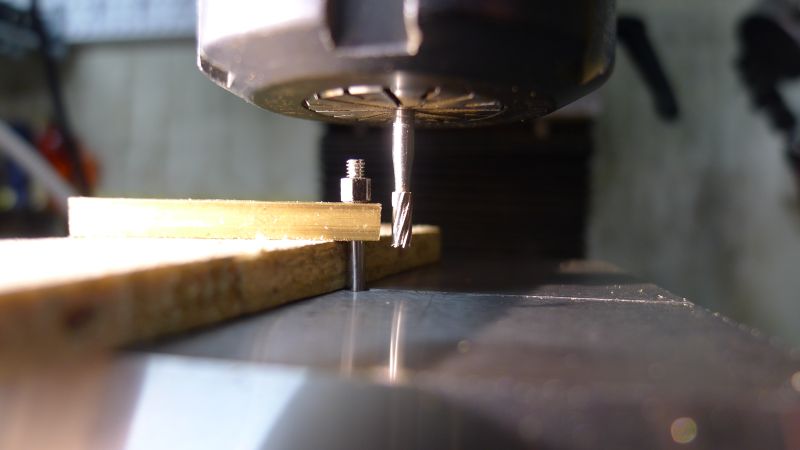
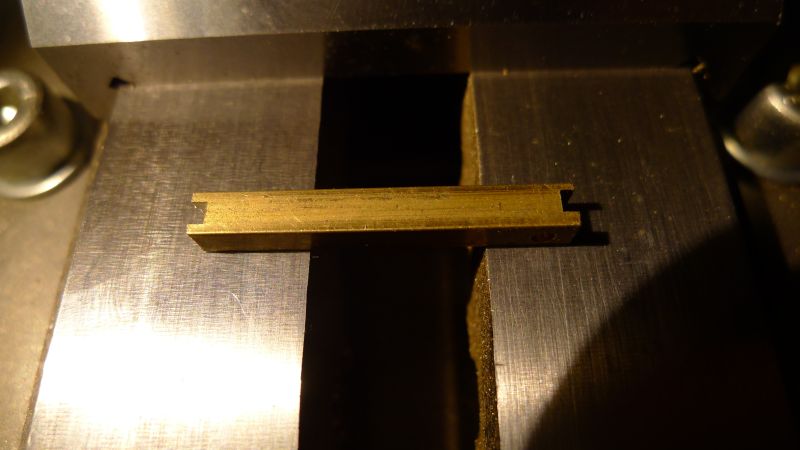
Wenn das Teil zu kurz ist, sind mir die Finger zu schade, nehme U-Schiene
Unten und oben verrundet

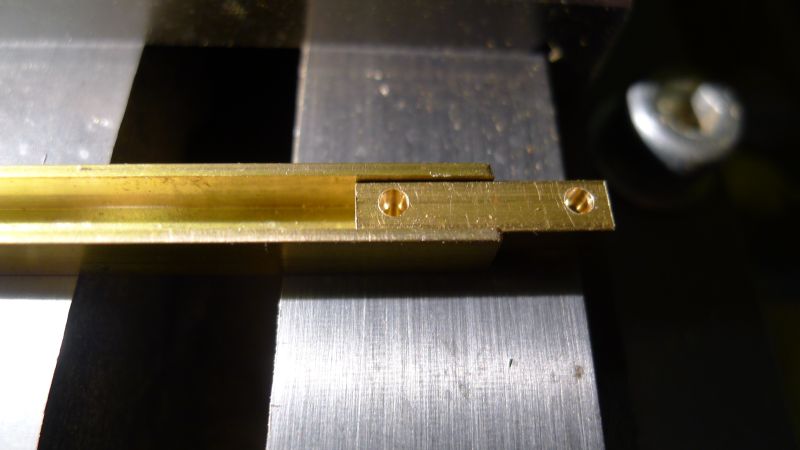
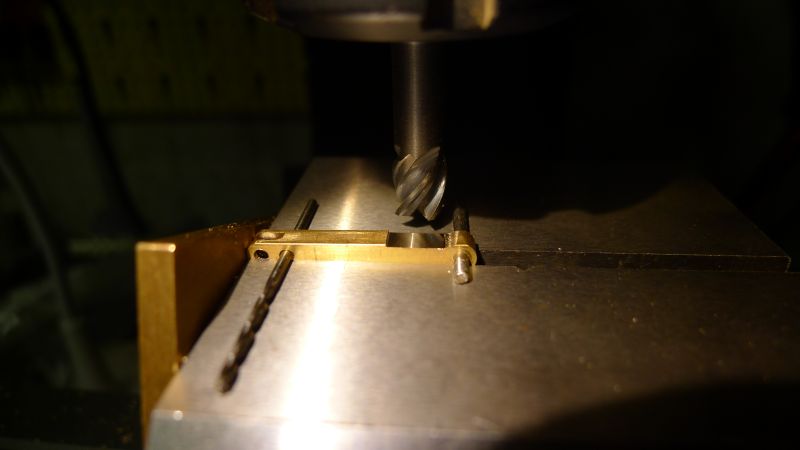
So eingespannt, damit alle gleich werden

Hier musst du durch, immer 0.3mm aufs Mal
4,6mm muss reichen
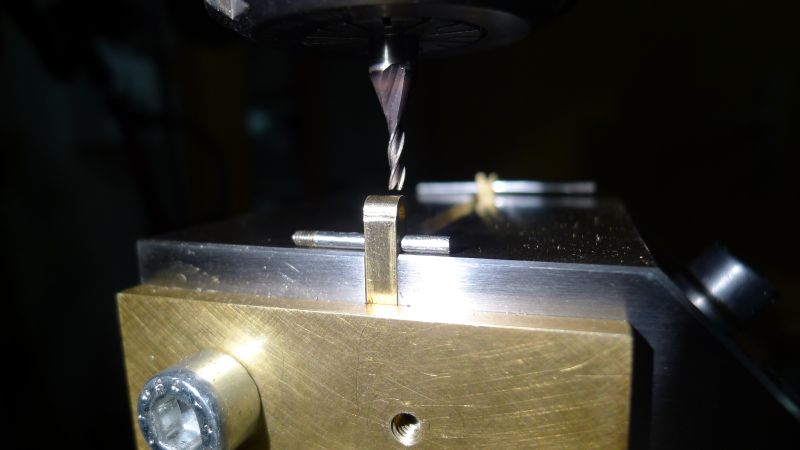
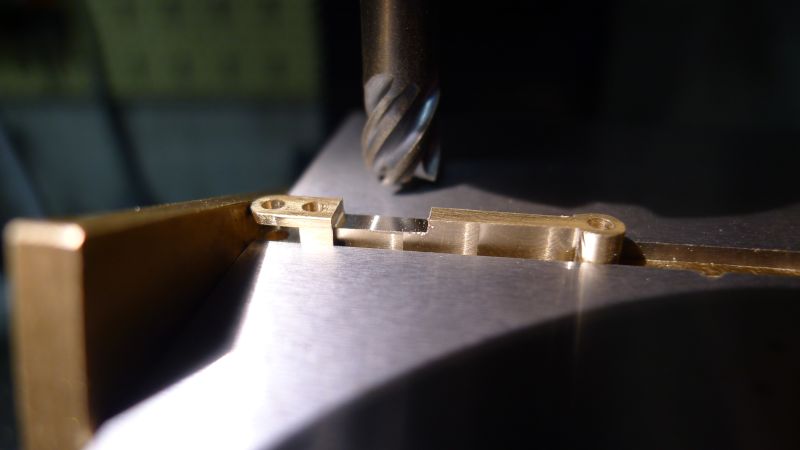
Entweder man mittet genau ein, oder "opfert" ein Stück (rechts) und korrigiert die Mitte (geht schneller und wird genauer (vielleicht))
Es soll rechts mehr weg als links, deshalb links dünneres im Durchmesser als rechts
Mit gutem Willen sieht man es schon

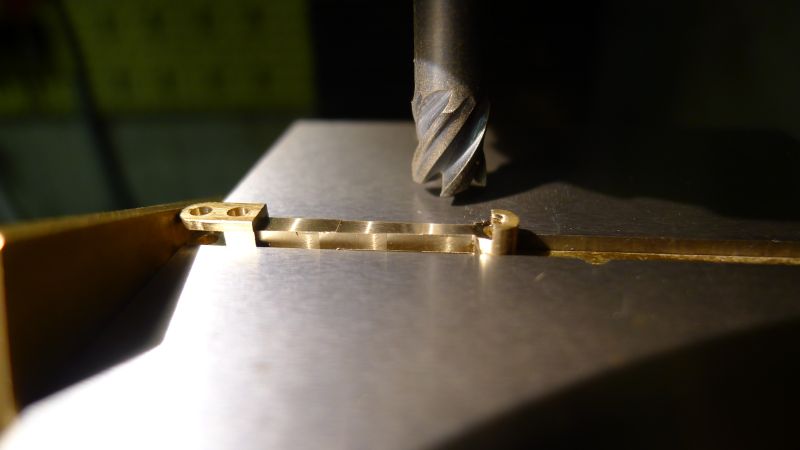
Nur ein Blindfisch sieht es jetzt nicht

Immer noch überflüssiges Messing....
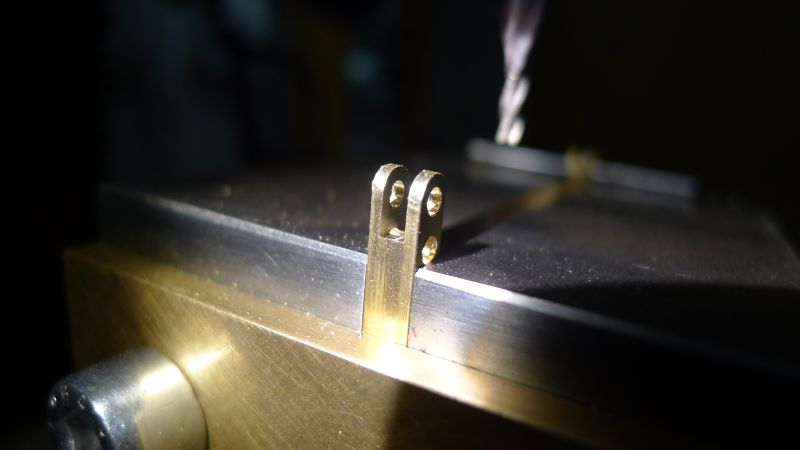
Ein Teil des Auges noch stehen lassen, stütze darauf für die andere Seite
Auf der anderen Seite ist jetzt das Auge schon flach, deshalb mit 1x3mm unterlegt
Da kein Ausschuss gemacht, ein Ersatzteil fürs Regal.......

So habe ich mir das in etwa vorgestellt
Ich hoffe ich konnte Euch etwas unterhalten mit meinen rudimentären Methoden.........
Auf zum Lenkerhebel als nächstes Teil
Grüsse,
Ernst
wie versprochen der Werdegang eines Voreilhebels auf konventionelle Art....
Ausgangsmaterial mit erstem Loch
So verrunde ich die Enden
Wenn das Teil zu kurz ist, sind mir die Finger zu schade, nehme U-Schiene
Unten und oben verrundet
So eingespannt, damit alle gleich werden
Hier musst du durch, immer 0.3mm aufs Mal
4,6mm muss reichen
Entweder man mittet genau ein, oder "opfert" ein Stück (rechts) und korrigiert die Mitte (geht schneller und wird genauer (vielleicht))
Es soll rechts mehr weg als links, deshalb links dünneres im Durchmesser als rechts
Mit gutem Willen sieht man es schon
Nur ein Blindfisch sieht es jetzt nicht
Immer noch überflüssiges Messing....
Ein Teil des Auges noch stehen lassen, stütze darauf für die andere Seite
Auf der anderen Seite ist jetzt das Auge schon flach, deshalb mit 1x3mm unterlegt
Da kein Ausschuss gemacht, ein Ersatzteil fürs Regal.......
So habe ich mir das in etwa vorgestellt
Ich hoffe ich konnte Euch etwas unterhalten mit meinen rudimentären Methoden.........
Auf zum Lenkerhebel als nächstes Teil
Grüsse,
Ernst
Die erste Dampflok ist misslungen, versuche deshalb die zweite zu bauen...
-
4heiner

- Buntbahner

- Beiträge: 562
- Registriert: Sa 29. Okt 2005, 19:47
- Wohnort: fonssilvana
Re: RhB G34 Nr. 3 "Davos"
Hallo Ernst,
Reportagen wie diese sind doch die Würze hier im Forum! Ganz herzlichen Dank für die ausführliche Beschreibung Da habe ich sehr viel gelernt und hoffe, Du nimmst Dir die Zeit, auch andere Bearbeitungsschritte so eingängig und ausführlich hier darzustellen. Einen aufmerksamen Mitleser hast Du ganz gewiß!
Da habe ich sehr viel gelernt und hoffe, Du nimmst Dir die Zeit, auch andere Bearbeitungsschritte so eingängig und ausführlich hier darzustellen. Einen aufmerksamen Mitleser hast Du ganz gewiß!
Grüße
Egidius
Reportagen wie diese sind doch die Würze hier im Forum! Ganz herzlichen Dank für die ausführliche Beschreibung
Grüße
Egidius
-
Helmut Schmidt

- Buntbahner

- Beiträge: 2668
- Registriert: Mo 24. Feb 2003, 21:23
- Wohnort: Barsinghausen
Re: RhB G34 Nr. 3 "Davos"
Hallo Ernst,
vielen Dank für die gute anschauliche Anleitung.
Wie gesagt auch beim CNC Fräsen das selbe Problem wie halte ich es bis zum Schluss.
vielen Dank für die gute anschauliche Anleitung.
Wie gesagt auch beim CNC Fräsen das selbe Problem wie halte ich es bis zum Schluss.
Helmut Schmidt
-
Davaaser
- Buntbahner
- Beiträge: 342
- Registriert: Fr 28. Okt 2005, 14:59
- Wohnort: Schweiz / Zürich nord...
Re: RhB G34 Nr. 3 "Davos"
Hallo Egidius und Helmut,
wenn Bedarf besteht, versuche ich mal ein paar Teile mehr zu dokumentieren, ich
möchte aber nicht Wasser in den Rhein tragen, es gibt hier im Forum diverse Teilnehmer,
da bin ich ein Stümper dagegen (z.B. Xrot Steuerungsteile, da bleibt mir nur der Kiefer unten, Helmut !)
Und ja, das spannendste an der spanabhebenden Verarbeitung ist das Einspannen / Montieren des Werkstücks,
da hat CNC sogar einen Nachteil weil manuell kann man für jeden Schritt umspannen, manchmal muss man auch
eine Hilfsvorrichtung machen, da ist das kreative Hirn gefragt.
Danke und Gruss,
Ernst
wenn Bedarf besteht, versuche ich mal ein paar Teile mehr zu dokumentieren, ich
möchte aber nicht Wasser in den Rhein tragen, es gibt hier im Forum diverse Teilnehmer,
da bin ich ein Stümper dagegen (z.B. Xrot Steuerungsteile, da bleibt mir nur der Kiefer unten, Helmut !)
Und ja, das spannendste an der spanabhebenden Verarbeitung ist das Einspannen / Montieren des Werkstücks,
da hat CNC sogar einen Nachteil weil manuell kann man für jeden Schritt umspannen, manchmal muss man auch
eine Hilfsvorrichtung machen, da ist das kreative Hirn gefragt.
Danke und Gruss,
Ernst
Die erste Dampflok ist misslungen, versuche deshalb die zweite zu bauen...
-
Kolbenfresser
- Buntbahner
- Beiträge: 920
- Registriert: Do 18. Nov 2004, 18:34
- Wohnort: Ba-Wü
Re: RhB G34 Nr. 3 "Davos"
Hallo Ernst
Vielen Dank für diesen Bericht.
Die meisten von uns haben keine Ausbildung in Metallberabeitung und sind oft froh mal eine andere Möglichkeit der Herstellung zu sehen, denn lernen kann man immer etwas davon. Ich bin auch manchmal etwas Betriebsblind, wenn man meist nur mit CNC Technik ( Hobbymaschine) versucht seine Teile zu fertigen! Oft ist eine konventionelle Fertigung deutlich einfacher. Dein Beispiel zeigt das wieder.
Ich und viele andere auch lesen immer wieder gerne solche guten Berichte wie deiner!
Gruß
Roland
Vielen Dank für diesen Bericht.
Die meisten von uns haben keine Ausbildung in Metallberabeitung und sind oft froh mal eine andere Möglichkeit der Herstellung zu sehen, denn lernen kann man immer etwas davon. Ich bin auch manchmal etwas Betriebsblind, wenn man meist nur mit CNC Technik ( Hobbymaschine) versucht seine Teile zu fertigen! Oft ist eine konventionelle Fertigung deutlich einfacher. Dein Beispiel zeigt das wieder.
Ich und viele andere auch lesen immer wieder gerne solche guten Berichte wie deiner!
Gruß
Roland
-
volkerS
- Buntbahner
- Beiträge: 999
- Registriert: So 1. Apr 2012, 20:12
- Wohnort: Bermersheim
Re: RhB G34 Nr. 3 "Davos"
Hallo Ernst,
ich kann mich meinen Vorschreibern nur anschließen. Solch gut bebilderte Beschreibungen von Fertigungsschritten hilft uns allen. Der Vorrichtungsbau zum Fixieren eines Teils, gerade wenn mehrere benötigt werden, und die erforderlichen Hilfswerkzeuge kosten meist mehr Zeit als das eigentliche Fräsen. Bei komplexen Teilen ist eine mechanische Fräse mit digitalen Maßstäben oft einer CNC-Fräse überlegen.
Volker
ich kann mich meinen Vorschreibern nur anschließen. Solch gut bebilderte Beschreibungen von Fertigungsschritten hilft uns allen. Der Vorrichtungsbau zum Fixieren eines Teils, gerade wenn mehrere benötigt werden, und die erforderlichen Hilfswerkzeuge kosten meist mehr Zeit als das eigentliche Fräsen. Bei komplexen Teilen ist eine mechanische Fräse mit digitalen Maßstäben oft einer CNC-Fräse überlegen.
Volker