Mahlzeit Freunde,
herzlichen Dank für die Anerkennung, ich bemühe mich bald wieder einen großen Schritt voranzukommen.
Gruß Sven
Neues in Sachen Ns 1
Moderator: GNEUJR
-
Maschinist

- Buntbahner

- Beiträge: 621
- Registriert: Do 4. Sep 2003, 21:36
- Wohnort: Dresden
-
Maschinist
- Buntbahner
- Beiträge: 621
- Registriert: Do 4. Sep 2003, 21:36
- Wohnort: Dresden
Re: Neues in Sachen Ns 1
Mahlzeit,
Nachdem es in letzter Zeit bei mir wegen privater Probleme nichts mehr richtig vorangegangen ist, habe ich am vergangenen Wochenende nun wieder einen Schritt in die Werkstatt getan.

Da die Getriebewellen des Wendegetriebes noch nicht von der Endbearbeitung zurück sind, habe ich mich mit dem Steuergestänge des Schaltgetriebes befasst. Um das ehemalige Motorradgetriebe ansteuern zu können, war es zunächst erforderlich den Hand-Schalthebel durch einen modifizierten Hebel zu ersetzen. Dieser dreht die Schaltwelle in die Stellungen 1.Gang - Leerlauf - 2.Gang und sperrt durch eine Anschlagplatte den nicht benötigten 3. und 4. Gang.

Der Rohling des Schalthebels wurde zunächst als Drehteil gefertigt.

Der Kopf am zylindrischen Teil wurde anschließend mit Trennschleifer und Feile bearbeitet, er nimmt die Bohrung für eine Klemmschraube auf, die den Hebel kraftschlüssig mit der Welle verbindet.

Aus einem Stück Blech wurde der eigentliche Hebel ausgeschnitten. Der kurze Arm dient als Anschlag, die große Bohrung als Zentrierung.

Beide Teile wurden im Anschluss verschweißt.

Aus einem Stück U 65 wurde die Anschlagplatte gefeilt und am Rahmenblech befestigt. Die beiden Schrauben wurden so eingestellt, dass der kurze Hebelarm nach dem Einlegen der Gänge anschlägt. Auf dem Bild befindet er sich in der Leerlaufstellung.
Für die Anfertigung des Schaltgestänges war im nächsten Schritt der Einbau der Vorbaurückwand notwendig. Beim ersten Montageversuch zeigte sich, dass sich der Rahmen nach dem Heraustrennen des Ausschnittes für das Wendegetriebe im Laufe der letzten Wochen verzogen hat. Die Spannungen, die durch den Wärmeeintrag beim Schweißen vor 5 Jahren entstanden sind, haben den Rahmen etwa 3 mm zusammengezogen. Mit einer 5t-Zahnstangenwinde wurde der Rahmen aufgespreizt und ein kräftiger Steg in die Mitte geschweißt.
Anschließend konnte die Rückwand montiert werden und das Steuergetriebe wurde daran befestigt.

Der Getriebeschalthebel auf der linken Seite wurde aus 10 mm Blech gelasert, der lange Hebelarm mit dem Trennschleifer in Längsrichtung aufgetrennt und anschließend gekröpft.

Das eigentliche Schaltgestänge besteht aus einer Federhülse und einer Schaltstange. Die Federhülse ist notwendig, da der Schaltweg am Steuergetriebe länger sein muss, als der an der Getriebeschaltwelle. Nur so lässt sich zuerst der Gang einlegen und dann die Kupplung einrücken.

Die Gabelköpfe wurden aus Vierkantmaterial 16x16 gefertigt, wie gewohnt mit Trennschleifer und Feile.

Die Federhülse besteht aus 1"Rohr, einem Deckel mit Gabelkopf und einer Verschlußschraube mit Durchgangsbohrung.

Nach dem Verschweißen der Gabelköpfe wurde die Schaltstange auf die endgültige Länge eingekürzt und gekröpft.

Am Ende der Stange befindet sich nun ein Stellring, der mit einem Kerbstift gesichert ist. Davor und dahinter sind Schraubenfedern angeordnet, die sich gegen die Verschlußschraube bzw. den Deckel der Federhülse abstützen.

Durch das Beilegen von Pass-Scheiben lässt sich die Vorspannung der Federn in der zusammengebauten Hülse verändern und damit ein spielfreier Schaltvorgang realisieren.
Die Schaltstange wurde umgehend eingebaut und die Funktion geprüft.

Die provisorischen M6-Schrauben in den Gabelköpfen werden noch durch Bundbolzen ersetzt.

Das Gestänge funktioniert nun zur vollsten Zufriedenheit, als nächstes ist die Betätigung der Kupplung dran.
Gruß Sven
Nachdem es in letzter Zeit bei mir wegen privater Probleme nichts mehr richtig vorangegangen ist, habe ich am vergangenen Wochenende nun wieder einen Schritt in die Werkstatt getan.
Da die Getriebewellen des Wendegetriebes noch nicht von der Endbearbeitung zurück sind, habe ich mich mit dem Steuergestänge des Schaltgetriebes befasst. Um das ehemalige Motorradgetriebe ansteuern zu können, war es zunächst erforderlich den Hand-Schalthebel durch einen modifizierten Hebel zu ersetzen. Dieser dreht die Schaltwelle in die Stellungen 1.Gang - Leerlauf - 2.Gang und sperrt durch eine Anschlagplatte den nicht benötigten 3. und 4. Gang.
Der Rohling des Schalthebels wurde zunächst als Drehteil gefertigt.
Der Kopf am zylindrischen Teil wurde anschließend mit Trennschleifer und Feile bearbeitet, er nimmt die Bohrung für eine Klemmschraube auf, die den Hebel kraftschlüssig mit der Welle verbindet.
Aus einem Stück Blech wurde der eigentliche Hebel ausgeschnitten. Der kurze Arm dient als Anschlag, die große Bohrung als Zentrierung.
Beide Teile wurden im Anschluss verschweißt.
Aus einem Stück U 65 wurde die Anschlagplatte gefeilt und am Rahmenblech befestigt. Die beiden Schrauben wurden so eingestellt, dass der kurze Hebelarm nach dem Einlegen der Gänge anschlägt. Auf dem Bild befindet er sich in der Leerlaufstellung.
Für die Anfertigung des Schaltgestänges war im nächsten Schritt der Einbau der Vorbaurückwand notwendig. Beim ersten Montageversuch zeigte sich, dass sich der Rahmen nach dem Heraustrennen des Ausschnittes für das Wendegetriebe im Laufe der letzten Wochen verzogen hat. Die Spannungen, die durch den Wärmeeintrag beim Schweißen vor 5 Jahren entstanden sind, haben den Rahmen etwa 3 mm zusammengezogen. Mit einer 5t-Zahnstangenwinde wurde der Rahmen aufgespreizt und ein kräftiger Steg in die Mitte geschweißt.
Anschließend konnte die Rückwand montiert werden und das Steuergetriebe wurde daran befestigt.
Der Getriebeschalthebel auf der linken Seite wurde aus 10 mm Blech gelasert, der lange Hebelarm mit dem Trennschleifer in Längsrichtung aufgetrennt und anschließend gekröpft.
Das eigentliche Schaltgestänge besteht aus einer Federhülse und einer Schaltstange. Die Federhülse ist notwendig, da der Schaltweg am Steuergetriebe länger sein muss, als der an der Getriebeschaltwelle. Nur so lässt sich zuerst der Gang einlegen und dann die Kupplung einrücken.
Die Gabelköpfe wurden aus Vierkantmaterial 16x16 gefertigt, wie gewohnt mit Trennschleifer und Feile.
Die Federhülse besteht aus 1"Rohr, einem Deckel mit Gabelkopf und einer Verschlußschraube mit Durchgangsbohrung.
Nach dem Verschweißen der Gabelköpfe wurde die Schaltstange auf die endgültige Länge eingekürzt und gekröpft.
Am Ende der Stange befindet sich nun ein Stellring, der mit einem Kerbstift gesichert ist. Davor und dahinter sind Schraubenfedern angeordnet, die sich gegen die Verschlußschraube bzw. den Deckel der Federhülse abstützen.
Durch das Beilegen von Pass-Scheiben lässt sich die Vorspannung der Federn in der zusammengebauten Hülse verändern und damit ein spielfreier Schaltvorgang realisieren.
Die Schaltstange wurde umgehend eingebaut und die Funktion geprüft.
Die provisorischen M6-Schrauben in den Gabelköpfen werden noch durch Bundbolzen ersetzt.
Das Gestänge funktioniert nun zur vollsten Zufriedenheit, als nächstes ist die Betätigung der Kupplung dran.
Gruß Sven
-
Maschinist
- Buntbahner
- Beiträge: 621
- Registriert: Do 4. Sep 2003, 21:36
- Wohnort: Dresden
Re: Neues in Sachen Ns 1
Mahlzeit!
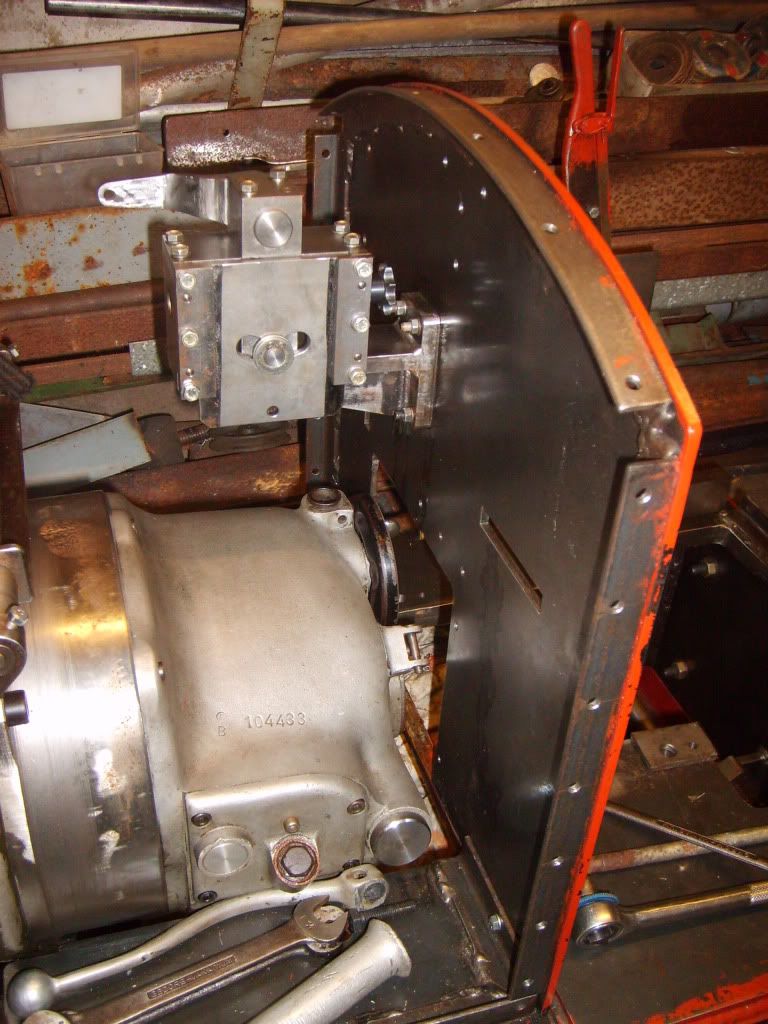
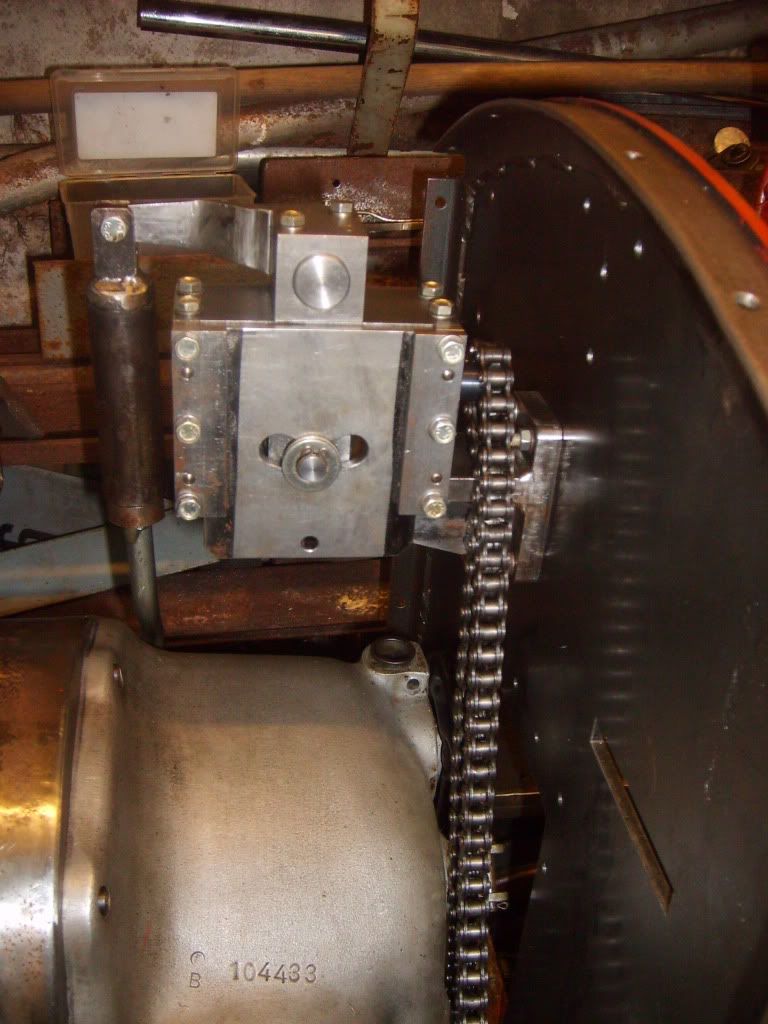
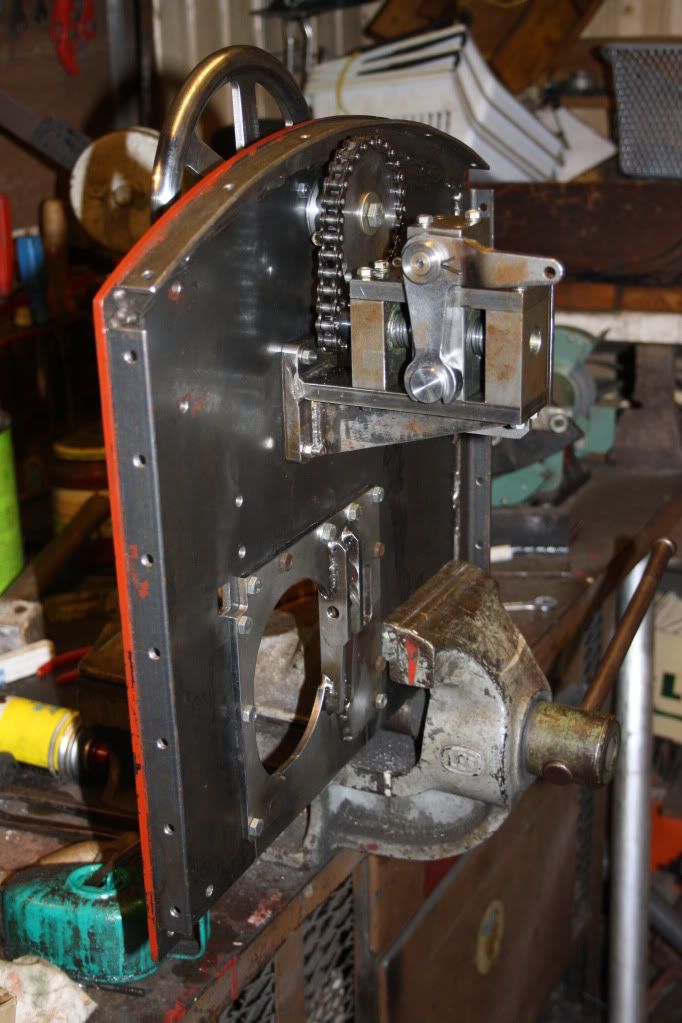
Heute Morgen konnte ich wieder eine Kleinigkeit ander Ns 1 erledigen. Nachdem bereits vor einigen Wochen die Laserteile für die Kupplungshebelbrücke bekommen hatte, machte ich mich nun daran, diese zusammenzubauen.

Zunächst wurde der zweiteilige Rahmen zusammengesetzt. Die Einzelteile wurden vorher entgratet, die Bohrungen angefast.

Zwar werden die Einzelteile später miteinander verschweißt, doch wurden 3 Bohrungen aufgerieben und zur besseren Fixierung vernietet.

Um den Verzug gering zu halten wurde der Rahmen schon vor dem Schweißen in die Aussparung der Vorbaurückwand eingesetzt und mit dieser verschraubt.

Die beiden Flacheisen der Hebelbrücke wurden miteinander provisorisch verschraubt und in den Rahmen eingesetzt.

Im Anschluß erfolgte das Verschweißen der Einzelteile.

Am Getriebegehäuse wurde die alte Kupplungshebelgabel abgetrennt, um eine Kollision mit der Brücke zu vermeiden.

Schnell konnte dann die Rückwand mit der montierten Kupplungshebelbrücke eingebaut werden.

Gut zu erkennen die beengten Platzverhältnisse. Der Kupplungshebel wird zwischen den beiden senkrechten Brückenteilen liegen und wirkt auf den im unteren Bereich liegenden Zapfen der Kupplungsdruckstange. Aufgrund des Platzmangels kann der Kupplungshebelbolzen nur über die rechteckige Aussparung links im Rahmen eingesetzt und mit einem am Kopf angeschweißten Sicherungsblech ausgeführt werden, das dann mit der linken Brücke verschraubt wird.
Die teils unsauberen Schweißnähte müssen beim nächsten Werkstattbesuch noch nachgearbeitet und verschliffen werden.
Gruß Sven
Heute Morgen konnte ich wieder eine Kleinigkeit ander Ns 1 erledigen. Nachdem bereits vor einigen Wochen die Laserteile für die Kupplungshebelbrücke bekommen hatte, machte ich mich nun daran, diese zusammenzubauen.
Zunächst wurde der zweiteilige Rahmen zusammengesetzt. Die Einzelteile wurden vorher entgratet, die Bohrungen angefast.
Zwar werden die Einzelteile später miteinander verschweißt, doch wurden 3 Bohrungen aufgerieben und zur besseren Fixierung vernietet.
Um den Verzug gering zu halten wurde der Rahmen schon vor dem Schweißen in die Aussparung der Vorbaurückwand eingesetzt und mit dieser verschraubt.
Die beiden Flacheisen der Hebelbrücke wurden miteinander provisorisch verschraubt und in den Rahmen eingesetzt.
Im Anschluß erfolgte das Verschweißen der Einzelteile.
Am Getriebegehäuse wurde die alte Kupplungshebelgabel abgetrennt, um eine Kollision mit der Brücke zu vermeiden.
Schnell konnte dann die Rückwand mit der montierten Kupplungshebelbrücke eingebaut werden.
Gut zu erkennen die beengten Platzverhältnisse. Der Kupplungshebel wird zwischen den beiden senkrechten Brückenteilen liegen und wirkt auf den im unteren Bereich liegenden Zapfen der Kupplungsdruckstange. Aufgrund des Platzmangels kann der Kupplungshebelbolzen nur über die rechteckige Aussparung links im Rahmen eingesetzt und mit einem am Kopf angeschweißten Sicherungsblech ausgeführt werden, das dann mit der linken Brücke verschraubt wird.
Die teils unsauberen Schweißnähte müssen beim nächsten Werkstattbesuch noch nachgearbeitet und verschliffen werden.
Gruß Sven
-
Maschinist
- Buntbahner
- Beiträge: 621
- Registriert: Do 4. Sep 2003, 21:36
- Wohnort: Dresden
Re: Neues in Sachen Ns 1
Mahlzeit!
Gestern kam nach zwei Monaten Wartezeit endlich die ersehnten Kegelräder für das Wendegetriebe zurück.

Für die Verwendung in meinem Getriebe mußten die Naben der Räder mit einem Lagersitz versehen werden, der die beiden Rillenkugellager aufnimmt, mit denen sich die Kegelräder auf der Getriebeausgangswelle abstützen.
Da jedoch auch die Nabe der Räder gehärtet war, konnte ich das Ausdrehen nicht selbst ausführen. Eine Firma bei Dresden hat sich dankenswerter Weise des Problems angenommen. Allerdings war der Aufwand auch dort sehr hoch. Zunächst wurde eine Spannvorrichtung gefertigt, um die Kegelräder überhaupt in ein Drehfutter spannen zu können. Da es sich um eine Sacklochbohrung handelte wollte man nicht mit Schneidkeramik arbeiten, sondern schaffte die Räder nach Absprache in eine Härterei zum Weichglühen. Anschließend wurden die Sitze ausgedreht und eine Sicherungsringnut eingestochen. Ein Kegelrad erhielt noch zwei gegenüberliegende Paßfedernuten, durch die bei der Getriebemontage später die komplette Ausgangswelle geschoben wird.
Nach dem Drehen wurden die Räder wieder gehärtet und die Lagersitze schließlich noch geschliffen.

Nach der Anlieferung konnte ich es natürlich nicht abwarten, die Kugellager gleich mal einzusetzen.

Nun müssen noch einige Paßscheiben angefertig werden und das Getriebe kann probeweise zusammengebaut werden.
Gruß Sven
Gestern kam nach zwei Monaten Wartezeit endlich die ersehnten Kegelräder für das Wendegetriebe zurück.
Für die Verwendung in meinem Getriebe mußten die Naben der Räder mit einem Lagersitz versehen werden, der die beiden Rillenkugellager aufnimmt, mit denen sich die Kegelräder auf der Getriebeausgangswelle abstützen.
Da jedoch auch die Nabe der Räder gehärtet war, konnte ich das Ausdrehen nicht selbst ausführen. Eine Firma bei Dresden hat sich dankenswerter Weise des Problems angenommen. Allerdings war der Aufwand auch dort sehr hoch. Zunächst wurde eine Spannvorrichtung gefertigt, um die Kegelräder überhaupt in ein Drehfutter spannen zu können. Da es sich um eine Sacklochbohrung handelte wollte man nicht mit Schneidkeramik arbeiten, sondern schaffte die Räder nach Absprache in eine Härterei zum Weichglühen. Anschließend wurden die Sitze ausgedreht und eine Sicherungsringnut eingestochen. Ein Kegelrad erhielt noch zwei gegenüberliegende Paßfedernuten, durch die bei der Getriebemontage später die komplette Ausgangswelle geschoben wird.
Nach dem Drehen wurden die Räder wieder gehärtet und die Lagersitze schließlich noch geschliffen.
Nach der Anlieferung konnte ich es natürlich nicht abwarten, die Kugellager gleich mal einzusetzen.
Nun müssen noch einige Paßscheiben angefertig werden und das Getriebe kann probeweise zusammengebaut werden.
Gruß Sven
-
Maschinist
- Buntbahner
- Beiträge: 621
- Registriert: Do 4. Sep 2003, 21:36
- Wohnort: Dresden
ein denkwürdiges Bauwochenende
Mahlzeit!
Das vergangene Wochenende hat mich auf dem Weg zur Fertigstellung meiner Ns 1 einen großen Schritt vorangebracht, aber nun der Reihe nach:
Bevor es am Freitag in die Werkstatt ging, musste erstmal etwas Grünpflege betrieben werden.

Die Strecke war in den letzten Wochen komplett zugewuchert.

Freischnitt des Gleisbogens an der Werkstatt.

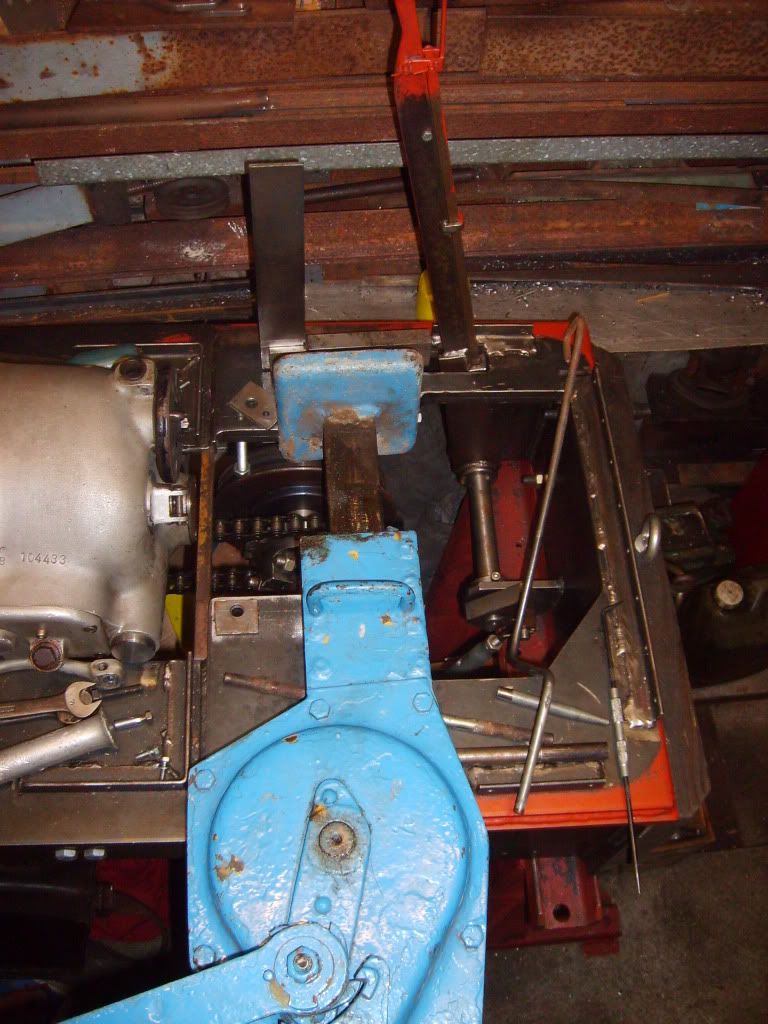
Als erste Aufgabe stand an diesem Tag die Fertigstellung der Schaltmechanik für das Getriebe auf dem Plan. Die Steuerwelle mit dem Handrad ist in einem gedrehten Flansch gelagert. Im Original ist es ein Gussteil, welches auf der Oberseite eine Nase mit einer Ölbohrung besitzt. Im Modell wurde der Flansch aus Rundmaterial gedreht, die Nase aus Vierkantmaterial gefeilt und anschließend angeschweißt.

Der Flansch ist mit drei Schrauben an der Rückwand des Motorvorbaus befestigt und wird über einen Zentrieransatz positioniert. Da ich keine Möglichkeit besitze, die 40-mm-Bohrung maschinell herzustellen, wurde sie mit einem Lochkreis und der Halbrundfeile hergestellt.

Der Flansch wurde "saugend" eingepasst und anschließend konnten die drei Bohrungen durchgebohrt werden. In der Bohrung ist die Nut für den Sicherungsring erkennbar, der die Welle axial im Flansch sichert.


Die Steuerwelle wird mit zwei Rillenkugellagern im Flansch gelagert, die durch einen Distanzring positioniert werden. Ein weiterer schmaler Distanzring legt den Abstand des auf dem vorderen Teil befestigten Kettenrades fest.

Nach dem Einschieben der Steuerwelle in den Flansch konnte die Passfeder in den Wellenabsatz eingesetzt werden, auf dem das Handrad befestigt wird. Da ich keine Passfeder mit dem notwendigen Querschnitt vorrätig hatte, wurde sie kurzerhand aus einem Stück Flachmaterial gefeilt.

Anschließen konnte das Handrad befestigt werden.

Auf dem vorderen Wellenende wurde das Kettenrad montiert, es ist ebenfalls über eine Passfeder formschlüssig mit der Welle verbunden.
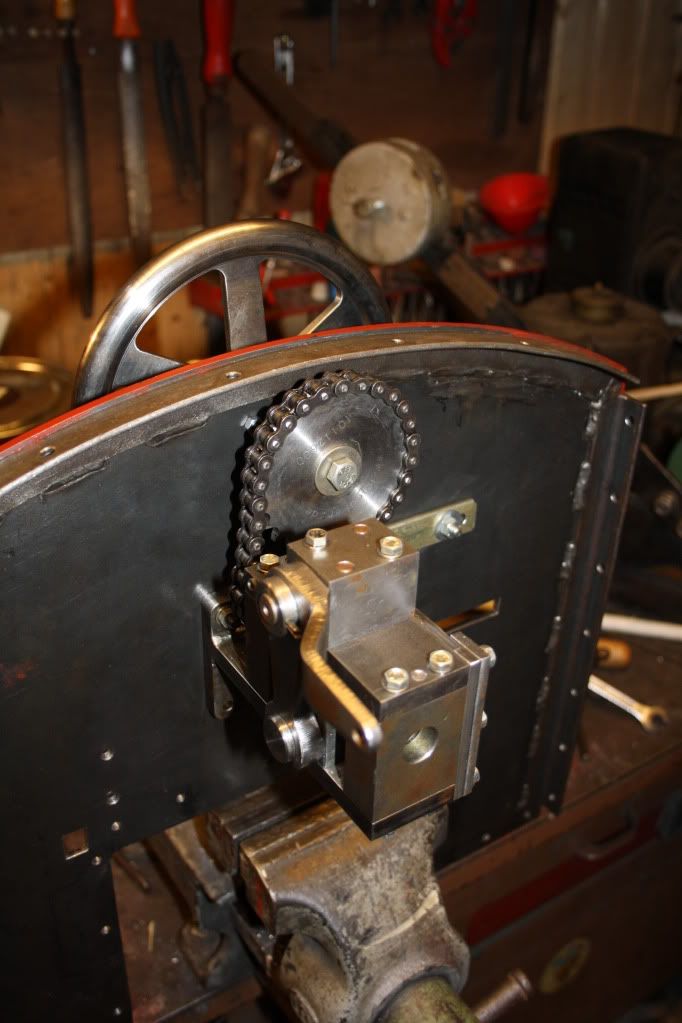
Nach dem Anbau des Steuergetriebes konnte die Steuerkette abgelängt und angelegt werden.
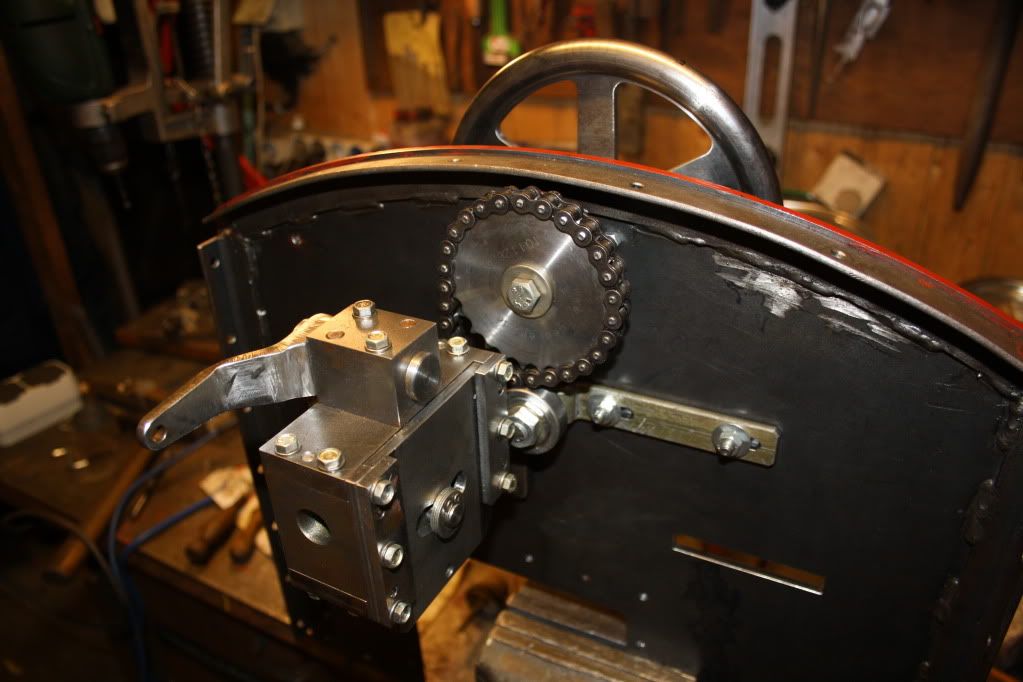
Wie beim großen Vorbild wird sie durch eine verstellbare Spannrolle gespannt.

Bevor der Rahmen mit der Kupplungshebelbrücke an der Vorbaurückwand befestigt werden konnte, mussten noch einige Gewindebohrungen eingebracht werden.
Da der Rahmen später als Gegenlager der Kupplungsbetätigung die Schaltkräfte aufnehmen muss, wurden lieber ein paar mehr Schrauben verwendet.

Am Sonnabendmorgen wurde mit dem Bau des Kupplungshebels begonnen. Er ist eine Schweißkonstruktion und besteht aus einem Flachmaterialabschnitt und einem abgekanteten Hebelarm.

Er ist in der Kupplungshebelbrücke mit einem 8-mm-Bolzen drehbar gelagert. Um eine Kollision mit der angrenzenden Abtriebswelle des Schaltgetriebes zu vermeiden, darf der Bolzen auf der rechten Seite nicht überstehen, eine übliche Sicherung mit Splint und Unterlegscheibe ist daher nicht möglich. Stattdessen bekam der Bolzen auf der linken Seite ein angeschweißtes Sicherungsblech.
Nach dem Einbau von Hebel und Bolzen konnte letzter mit einer M6-Schraube gesichert werden.
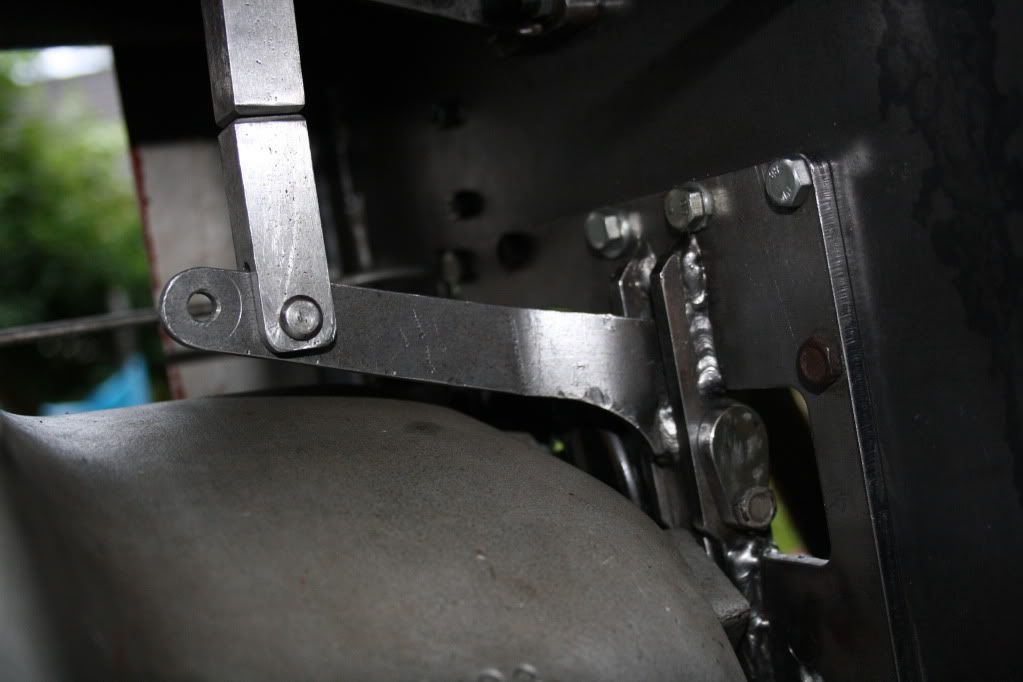
Mit einer verstellbaren Stange aus zwei Gabelköpfen ist der Kupplungshebel mit dem Steuergetriebe verbunden. Die Gabelköpfe wurden aus 16er Vierkantmaterial gefeilt.
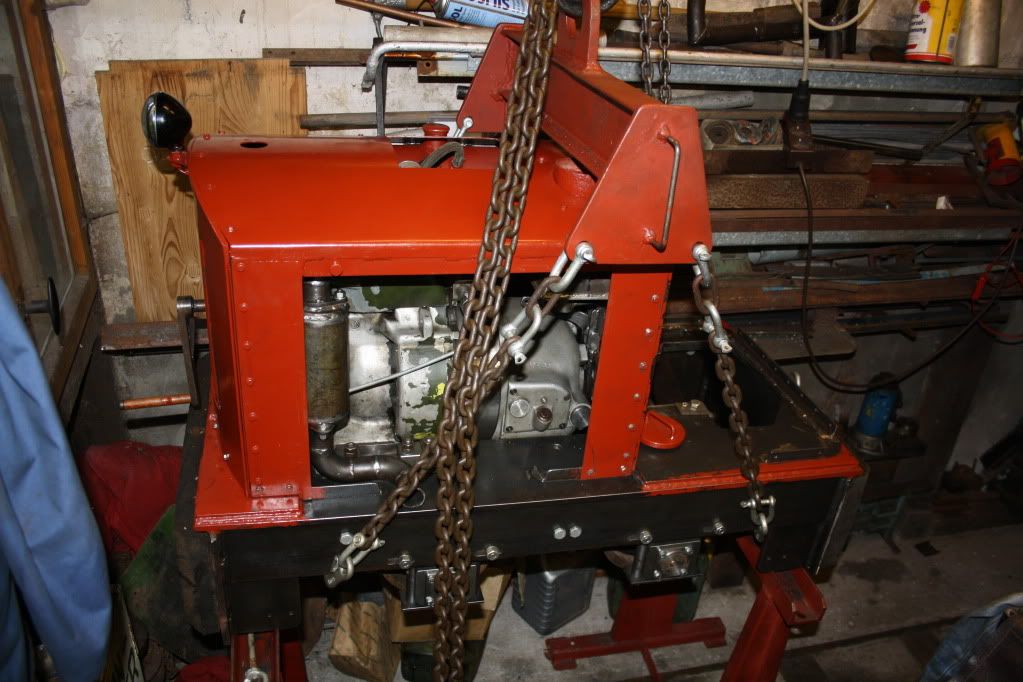
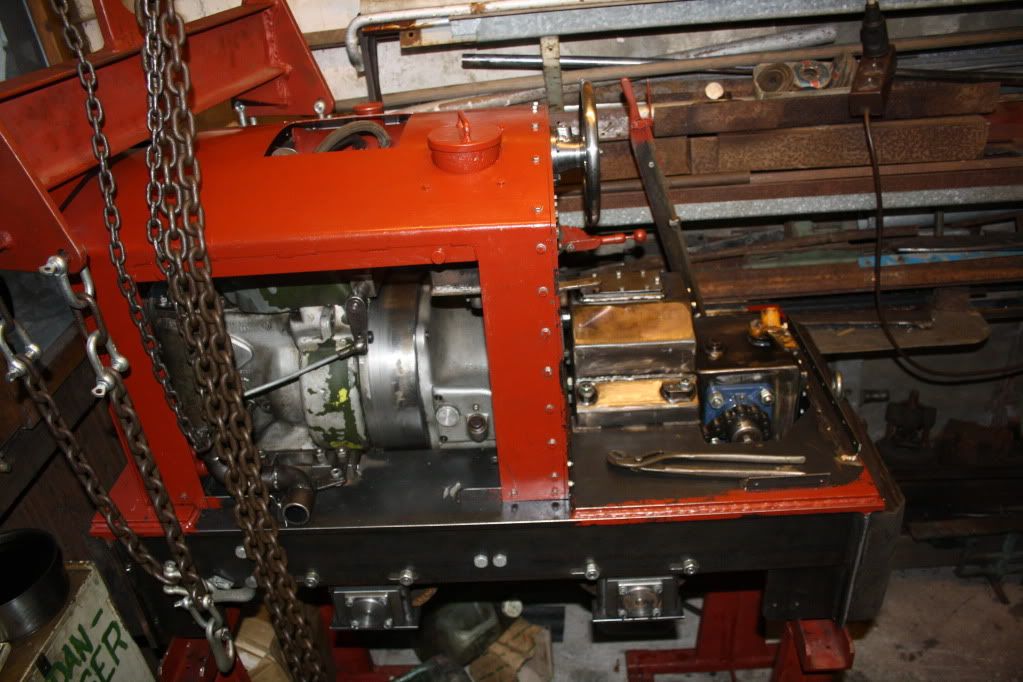
Damit war die Schaltmechanik komplett. Der Vorbau wurde montiert und die Lok wurde zum Einstellen der Steuerung von den Böcken gehoben und eingegleist.

Vor der Werkstatt wurde der Motor angelassen und die Funktionsfähigkeit von Schalt- und Kuppelgestänge geprüft.
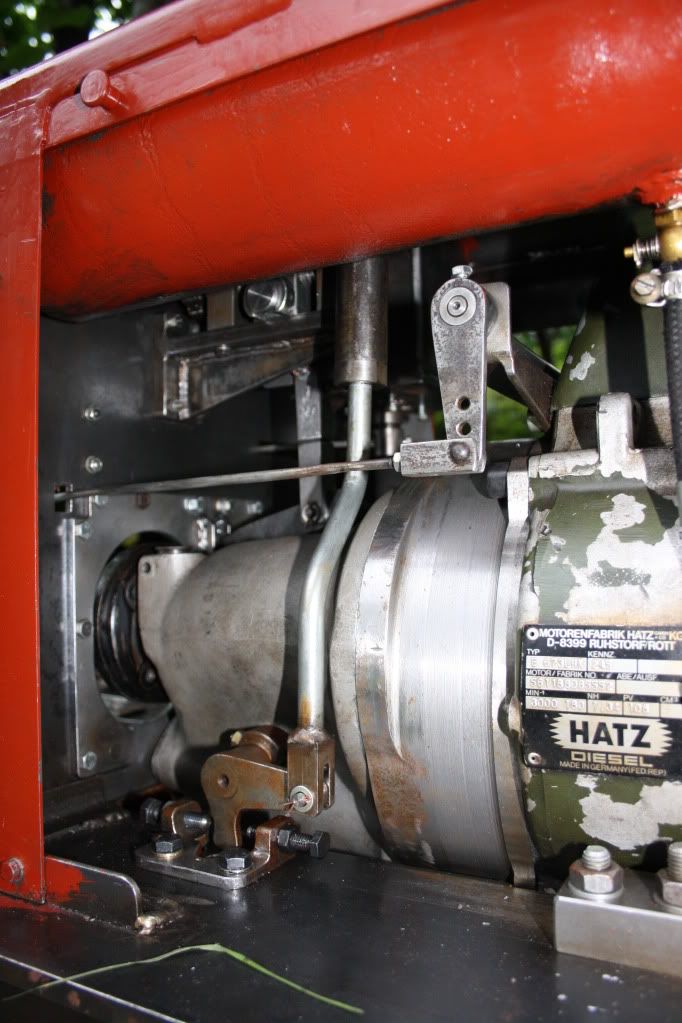
Das Schaltgestänge auf der rechten Seite. Ohne eine sorgfältige Konstruktionsarbeit wäre es bei dem geringen zur Verfügung stehenden Platzangebot sehr eng geworden. Auf dem Bild ist das rechte Sandfallrohr noch nicht eingebaut. Es verläuft direkt vor der Stirnseite der Getriebeschaltwelle.
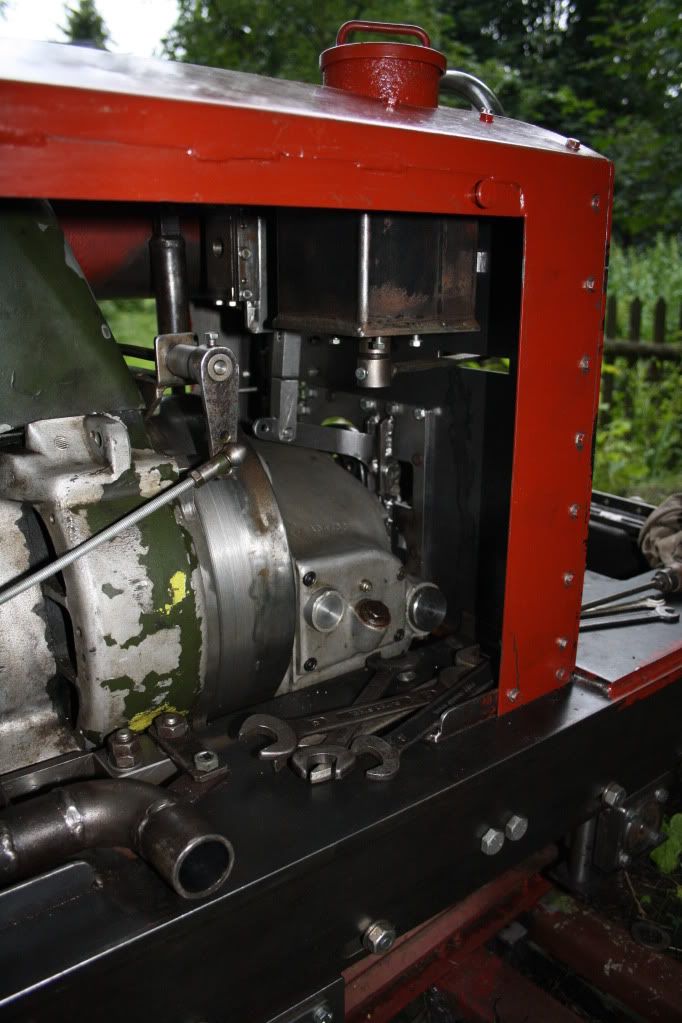
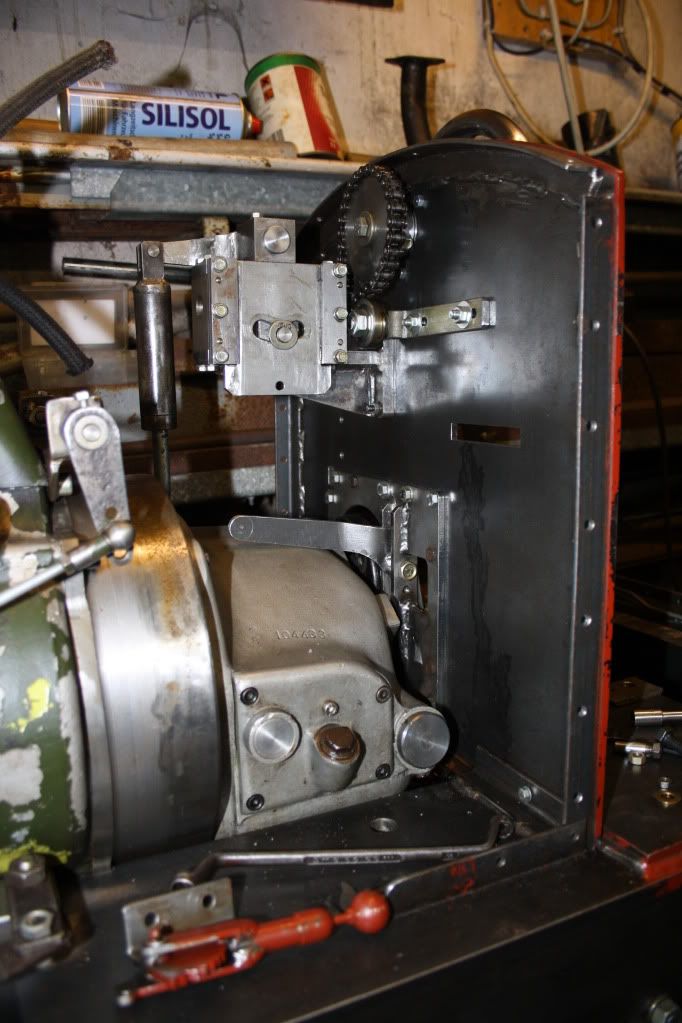
Die auf der linken Seite befindliche Kupplungsbetätigung hat etwas mehr Bauraum zur Verfügung.

Es wurden nun nacheinander beide Gänge eingelegt und die Kupplung über die Gabelköpfe grob eingestellt.

Die Feineinstellung erfolgt über die gehärtete Druckschraube am Kupplungshebelkopf.

Nachdem ich diesem Tag bereits 10 Stunden ohne Pause in der Werkstatt gestanden hatte, wurden dann erstmal 2 Stunden Pause gemacht. Nach dem Abendessen wurde das Wendegetriebe komplett zerlegt. Auf allen drei Getriebewellen fehlten noch Paßfedern, die auf die richtige Länge gekürzt werden mussten.

Außerdem mussten noch einige Distanzringe gedreht werden, um die Wellen axial zu sichern. Die Antriebswelle des Wendegetriebes wird durch eine Bohrung auf der Rückseite des Gehäuses eingeschoben. Die Bohrung wird mit einem quadratischen Deckel verschlossen. Die Dichtung wurde auf Dichtungspapier ausgedruckt und ausgeschnitten. Ich habe mich für diese traditionelle Variante entschieden, da ich das Getriebe in der Erprobungsphase sicherlich das ein oder andere Mal noch zerlegen muss und den Reinigungsaufwand bei der Verwendung von Dichtungsmasse scheue.

Für die Befestigung der zwei Flanschlager an der Abtriebswelle wurden M12-Schrauben auf der Drehmaschine mit einem niedrigeren Kopf und einem Freistich am Gewindeauslauf versehen.

Dies ist notwendig, da die Schrauben von innen in das Getriebegehäuse eingeschraubt werden. Um eine Kollision mit den Kegelrädern der Abtriebswelle zu vermeiden wurde der Kopf auf 4 mm Höhe abgedreht, der Freistich dient zum kompletten Einschrauben, so dass der Kopf direkt anliegen kann. Zur Abdichtung gegen das Getriebeöl wurde die ebenfalls überdrehte Auflagefläche des Kopfes mit Loctite 648 behandelt.

Damit ist die Dichtheit an dieser Stelle garantiert und die Flanschlager können problemlos an- und abgebaut werden.

Im nächsten Schritt wurde die Abtriebswelle eingebaut, komplett mit Schaltmuffe und beiden Kegelrädern.

Vor dem Anbau der beiden Flanschlager mussten auch bei dieser Welle noch zwei Distanzringe gedreht werden. Sie sorgen richtige Lage der Welle und ein gleiches Flankenspiel in der Verzahnung bei beiden Paarungen. Gegen 5 Uhr morgens wurde dann das Werkzeug aus der Hand gelegt und für 3 Stunden geruht.

Nach dem Frühstück wurden die Kulissenhebel für die Wendeschaltung hergestellt. Sie sind wiederum eine Schweißkonstruktion aus einem Drehteil und einem ausgelaserten Hebelarm.

Nach dem Schweißen und Verschleifen wurden Bohrungen für je eine Druckschraube hergestellt und die Kulissensteine gedreht. Diese sind in den Hebeln drehbar gelagert und mit Splinten gesichert.
Nun konnten die Kulissenhebel auf der Schaltwelle befestigt und in das Getriebegehäuse eingebaut werden.
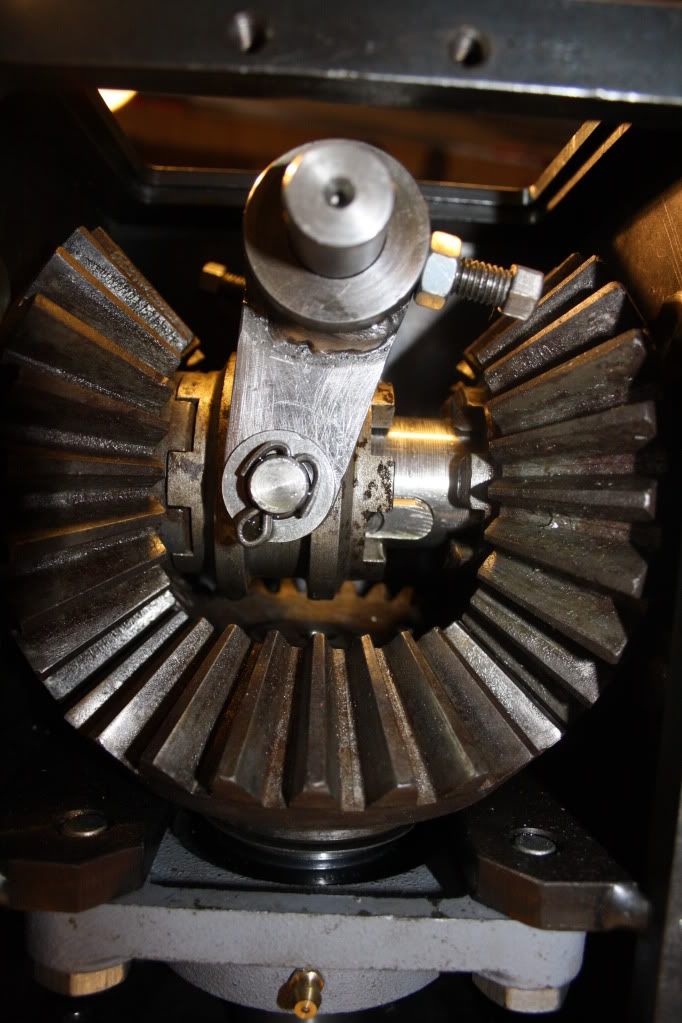
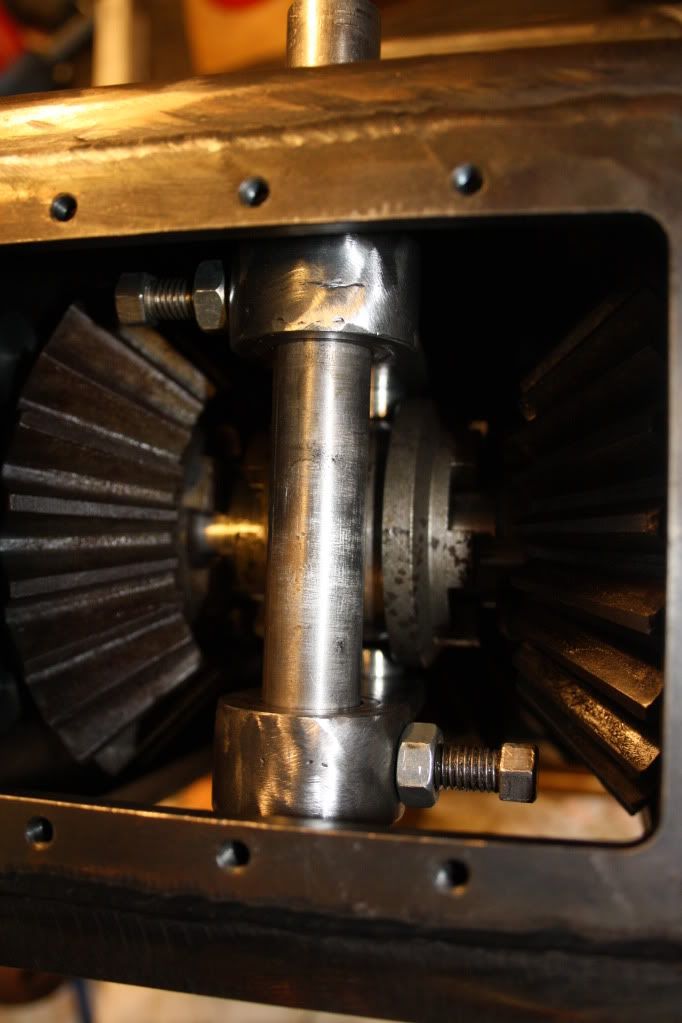
Der Blick von unten auf die Schaltwelle, es ist das linke Kegelrad und damit der Rückwärtsgang eingekuppelt.

Anschließend konnte die Papierdichtung für den großen Bodendeckel aufgelegt werden, wegen der Überlänge konnte sie nicht ausgedruckt werden, sondern wurde von Hand auf das Dichtungspapier übertragen.

Der 2 kg schwere Bodendeckel wird mit einer Reihe M6-Schrauben befestigt. Durch die Sacklöcher des Deckelrahmens brauchen die Schrauben nicht extra abgedichtet werden. Die Flanschlager der Abtriebswelle besitzen ebenfalls Papierdichtungen, sie selbst werden durch beidseitige Labyrinthdichtungen abgedichtet.

Da das Material für den vorgesehen Wendeschalthebel noch fehlt, wurde als Zwischenlösung der Schalthebel der alten Schwellenschraubmaschine, aus welcher die Kegelräder stammen, angepasst. Anschließend erfolgte der Einbau des 30 kg schweren Wendegetriebes.
Nach dem Aufziehen der Antriebskette wurde nochmals die Freigängigkeit aller Teile geprüft und das Wendegetriebe anschließend mit Öl befüllt. Eine erste Sichtkontrolle ergab keine Undichtheiten.

Die Lok wurde aus der Werkstatt gefahren und auf das Anlassen vorbereitet. Nochmaliges Prüfen der Ölstände von Motor, Schaltgetriebe und Wendegetriebe, Prüfen der Bremse, Einfüllen von Dieselkraftstoff in den Brennstoffbehälter und Durchkurbeln des Motors.

Nach kurzem Warmlaufen des Diesels wurde um 19.43 das Wendegetriebe auf Vorwärtsfahrt gestellt und durch eine halbe Umdrehung des Handrades nach rechts der 1. Gang eingelegt, eine viertel Umdrehung weiter und die Kupplung erreicht den Schleifpunkt. Der Motor zeigt sich unbeeindruckt und mit einem leichten Ruck fährt die Lok an - sie fährt!

Was für ein erhebendes Gefühl nach mehr als 800 Stunden Konstruktionsarbeit und über 2000 Stunden Bauzeit in den vergangenen 5 Jahren endlich die ersten Meter aus eigener Kraft zu fahren!

Den Rest des Abends bin ich die Strecke hoch und runter gefahren, auch im 2. Gang schafft es die Lok bei 1/3 Gas ohne Probleme. Da neben Rückwand die Sandfallrohre noch fehlten, wurde die Strecke von Hand gesandet, die Schienen waren von breitgefahrenem Grünzeug rutschig. Erst gegen 22 Uhr habe ich den Motor dann ausgemacht, meine sonst so empfindlichen Nachbarn waren zu Feier des Tages sehr tolerant.
hier das ganze in bewegten Bildern: http://www.youtube.com/watch?v=ZCP1pJ9711Y

Am Montagmorgen wurde dann die Rückwand noch angebaut.

Auch die Sandfallrohre wurden noch angepasst und montiert. Wenn die Erprobungsphase abgeschlossen ist, werden sie nochmals neu und "in schön" gefertigt.

Nach einigen Leerfahrten wurden schließlich meine beiden Loren, die derzeit als rollendes Materiallager dienen für die Lastprobefahrt zusammengestellt.

Auch im 2,3-m-Gleisbogen sinkt die Motordrehzahl nicht merklich ab.

Die aktuell etwa 320 kg schwere Ns 1 bremst den rund eine halbe Tonne schweren Zug problemlos im Gefälle ab. Um das vergleichweise filigrane Schaltgetriebe zu schonen verzichte ich jedoch auf das Bremsen mit dem Motor, die Holzbremssohlen sind einfacher zu ersetzen.

Umsetzen der Lok am Anschlussgleis zum Komposthaufen.

Der Lorenzug steht auf dem Streckengleis bereit, gleich wird die Lok über die Anschlussweiche an die Spitze gesetzt.

Der Zug vor der Lastprobefahrt: Gesamtmasse etwa 820 kg, die Steigung der Strecke beträgt durchschnittlich 1:25 und maximal 1:12.

Im 1. Gang bei 1/2 Gas ist der Zug kein Problem für die Ns 1! Als der Versuch das Ganze im 2. Gang zu versuchen anstand, war der Brennstoffbehälter leer. Auch war die einzige Speicherkarte voll und so gibt es auch vom ersten Versuch keine Filmaufnahmen. Wird bei Gelegenheit nachgereicht.
Nun steht die Erprobungsphase der Lok an. Die Kupplung muss noch etwas nachgestellt werden, sie greift etwas zu früh, das Schalten ist dadurch noch etwas unsanft. Außerdem ist das endgültige Gestänge der Wendeschaltung noch anzufertigen.
Mit stolzem Gruß
Sven
Das vergangene Wochenende hat mich auf dem Weg zur Fertigstellung meiner Ns 1 einen großen Schritt vorangebracht, aber nun der Reihe nach:
Bevor es am Freitag in die Werkstatt ging, musste erstmal etwas Grünpflege betrieben werden.
Die Strecke war in den letzten Wochen komplett zugewuchert.
Freischnitt des Gleisbogens an der Werkstatt.
Als erste Aufgabe stand an diesem Tag die Fertigstellung der Schaltmechanik für das Getriebe auf dem Plan. Die Steuerwelle mit dem Handrad ist in einem gedrehten Flansch gelagert. Im Original ist es ein Gussteil, welches auf der Oberseite eine Nase mit einer Ölbohrung besitzt. Im Modell wurde der Flansch aus Rundmaterial gedreht, die Nase aus Vierkantmaterial gefeilt und anschließend angeschweißt.
Der Flansch ist mit drei Schrauben an der Rückwand des Motorvorbaus befestigt und wird über einen Zentrieransatz positioniert. Da ich keine Möglichkeit besitze, die 40-mm-Bohrung maschinell herzustellen, wurde sie mit einem Lochkreis und der Halbrundfeile hergestellt.
Der Flansch wurde "saugend" eingepasst und anschließend konnten die drei Bohrungen durchgebohrt werden. In der Bohrung ist die Nut für den Sicherungsring erkennbar, der die Welle axial im Flansch sichert.
Die Steuerwelle wird mit zwei Rillenkugellagern im Flansch gelagert, die durch einen Distanzring positioniert werden. Ein weiterer schmaler Distanzring legt den Abstand des auf dem vorderen Teil befestigten Kettenrades fest.
Nach dem Einschieben der Steuerwelle in den Flansch konnte die Passfeder in den Wellenabsatz eingesetzt werden, auf dem das Handrad befestigt wird. Da ich keine Passfeder mit dem notwendigen Querschnitt vorrätig hatte, wurde sie kurzerhand aus einem Stück Flachmaterial gefeilt.
Anschließen konnte das Handrad befestigt werden.
Auf dem vorderen Wellenende wurde das Kettenrad montiert, es ist ebenfalls über eine Passfeder formschlüssig mit der Welle verbunden.
Nach dem Anbau des Steuergetriebes konnte die Steuerkette abgelängt und angelegt werden.
Wie beim großen Vorbild wird sie durch eine verstellbare Spannrolle gespannt.
Bevor der Rahmen mit der Kupplungshebelbrücke an der Vorbaurückwand befestigt werden konnte, mussten noch einige Gewindebohrungen eingebracht werden.
Da der Rahmen später als Gegenlager der Kupplungsbetätigung die Schaltkräfte aufnehmen muss, wurden lieber ein paar mehr Schrauben verwendet.
Am Sonnabendmorgen wurde mit dem Bau des Kupplungshebels begonnen. Er ist eine Schweißkonstruktion und besteht aus einem Flachmaterialabschnitt und einem abgekanteten Hebelarm.
Er ist in der Kupplungshebelbrücke mit einem 8-mm-Bolzen drehbar gelagert. Um eine Kollision mit der angrenzenden Abtriebswelle des Schaltgetriebes zu vermeiden, darf der Bolzen auf der rechten Seite nicht überstehen, eine übliche Sicherung mit Splint und Unterlegscheibe ist daher nicht möglich. Stattdessen bekam der Bolzen auf der linken Seite ein angeschweißtes Sicherungsblech.
Nach dem Einbau von Hebel und Bolzen konnte letzter mit einer M6-Schraube gesichert werden.
Mit einer verstellbaren Stange aus zwei Gabelköpfen ist der Kupplungshebel mit dem Steuergetriebe verbunden. Die Gabelköpfe wurden aus 16er Vierkantmaterial gefeilt.
Damit war die Schaltmechanik komplett. Der Vorbau wurde montiert und die Lok wurde zum Einstellen der Steuerung von den Böcken gehoben und eingegleist.
Vor der Werkstatt wurde der Motor angelassen und die Funktionsfähigkeit von Schalt- und Kuppelgestänge geprüft.
Das Schaltgestänge auf der rechten Seite. Ohne eine sorgfältige Konstruktionsarbeit wäre es bei dem geringen zur Verfügung stehenden Platzangebot sehr eng geworden. Auf dem Bild ist das rechte Sandfallrohr noch nicht eingebaut. Es verläuft direkt vor der Stirnseite der Getriebeschaltwelle.
Die auf der linken Seite befindliche Kupplungsbetätigung hat etwas mehr Bauraum zur Verfügung.
Es wurden nun nacheinander beide Gänge eingelegt und die Kupplung über die Gabelköpfe grob eingestellt.
Die Feineinstellung erfolgt über die gehärtete Druckschraube am Kupplungshebelkopf.
Nachdem ich diesem Tag bereits 10 Stunden ohne Pause in der Werkstatt gestanden hatte, wurden dann erstmal 2 Stunden Pause gemacht. Nach dem Abendessen wurde das Wendegetriebe komplett zerlegt. Auf allen drei Getriebewellen fehlten noch Paßfedern, die auf die richtige Länge gekürzt werden mussten.
Außerdem mussten noch einige Distanzringe gedreht werden, um die Wellen axial zu sichern. Die Antriebswelle des Wendegetriebes wird durch eine Bohrung auf der Rückseite des Gehäuses eingeschoben. Die Bohrung wird mit einem quadratischen Deckel verschlossen. Die Dichtung wurde auf Dichtungspapier ausgedruckt und ausgeschnitten. Ich habe mich für diese traditionelle Variante entschieden, da ich das Getriebe in der Erprobungsphase sicherlich das ein oder andere Mal noch zerlegen muss und den Reinigungsaufwand bei der Verwendung von Dichtungsmasse scheue.
Für die Befestigung der zwei Flanschlager an der Abtriebswelle wurden M12-Schrauben auf der Drehmaschine mit einem niedrigeren Kopf und einem Freistich am Gewindeauslauf versehen.
Dies ist notwendig, da die Schrauben von innen in das Getriebegehäuse eingeschraubt werden. Um eine Kollision mit den Kegelrädern der Abtriebswelle zu vermeiden wurde der Kopf auf 4 mm Höhe abgedreht, der Freistich dient zum kompletten Einschrauben, so dass der Kopf direkt anliegen kann. Zur Abdichtung gegen das Getriebeöl wurde die ebenfalls überdrehte Auflagefläche des Kopfes mit Loctite 648 behandelt.
Damit ist die Dichtheit an dieser Stelle garantiert und die Flanschlager können problemlos an- und abgebaut werden.
Im nächsten Schritt wurde die Abtriebswelle eingebaut, komplett mit Schaltmuffe und beiden Kegelrädern.
Vor dem Anbau der beiden Flanschlager mussten auch bei dieser Welle noch zwei Distanzringe gedreht werden. Sie sorgen richtige Lage der Welle und ein gleiches Flankenspiel in der Verzahnung bei beiden Paarungen. Gegen 5 Uhr morgens wurde dann das Werkzeug aus der Hand gelegt und für 3 Stunden geruht.
Nach dem Frühstück wurden die Kulissenhebel für die Wendeschaltung hergestellt. Sie sind wiederum eine Schweißkonstruktion aus einem Drehteil und einem ausgelaserten Hebelarm.
Nach dem Schweißen und Verschleifen wurden Bohrungen für je eine Druckschraube hergestellt und die Kulissensteine gedreht. Diese sind in den Hebeln drehbar gelagert und mit Splinten gesichert.
Nun konnten die Kulissenhebel auf der Schaltwelle befestigt und in das Getriebegehäuse eingebaut werden.
Der Blick von unten auf die Schaltwelle, es ist das linke Kegelrad und damit der Rückwärtsgang eingekuppelt.
Anschließend konnte die Papierdichtung für den großen Bodendeckel aufgelegt werden, wegen der Überlänge konnte sie nicht ausgedruckt werden, sondern wurde von Hand auf das Dichtungspapier übertragen.
Der 2 kg schwere Bodendeckel wird mit einer Reihe M6-Schrauben befestigt. Durch die Sacklöcher des Deckelrahmens brauchen die Schrauben nicht extra abgedichtet werden. Die Flanschlager der Abtriebswelle besitzen ebenfalls Papierdichtungen, sie selbst werden durch beidseitige Labyrinthdichtungen abgedichtet.
Da das Material für den vorgesehen Wendeschalthebel noch fehlt, wurde als Zwischenlösung der Schalthebel der alten Schwellenschraubmaschine, aus welcher die Kegelräder stammen, angepasst. Anschließend erfolgte der Einbau des 30 kg schweren Wendegetriebes.
Nach dem Aufziehen der Antriebskette wurde nochmals die Freigängigkeit aller Teile geprüft und das Wendegetriebe anschließend mit Öl befüllt. Eine erste Sichtkontrolle ergab keine Undichtheiten.
Die Lok wurde aus der Werkstatt gefahren und auf das Anlassen vorbereitet. Nochmaliges Prüfen der Ölstände von Motor, Schaltgetriebe und Wendegetriebe, Prüfen der Bremse, Einfüllen von Dieselkraftstoff in den Brennstoffbehälter und Durchkurbeln des Motors.
Nach kurzem Warmlaufen des Diesels wurde um 19.43 das Wendegetriebe auf Vorwärtsfahrt gestellt und durch eine halbe Umdrehung des Handrades nach rechts der 1. Gang eingelegt, eine viertel Umdrehung weiter und die Kupplung erreicht den Schleifpunkt. Der Motor zeigt sich unbeeindruckt und mit einem leichten Ruck fährt die Lok an - sie fährt!
Was für ein erhebendes Gefühl nach mehr als 800 Stunden Konstruktionsarbeit und über 2000 Stunden Bauzeit in den vergangenen 5 Jahren endlich die ersten Meter aus eigener Kraft zu fahren!
Den Rest des Abends bin ich die Strecke hoch und runter gefahren, auch im 2. Gang schafft es die Lok bei 1/3 Gas ohne Probleme. Da neben Rückwand die Sandfallrohre noch fehlten, wurde die Strecke von Hand gesandet, die Schienen waren von breitgefahrenem Grünzeug rutschig. Erst gegen 22 Uhr habe ich den Motor dann ausgemacht, meine sonst so empfindlichen Nachbarn waren zu Feier des Tages sehr tolerant.
hier das ganze in bewegten Bildern: http://www.youtube.com/watch?v=ZCP1pJ9711Y
Am Montagmorgen wurde dann die Rückwand noch angebaut.
Auch die Sandfallrohre wurden noch angepasst und montiert. Wenn die Erprobungsphase abgeschlossen ist, werden sie nochmals neu und "in schön" gefertigt.
Nach einigen Leerfahrten wurden schließlich meine beiden Loren, die derzeit als rollendes Materiallager dienen für die Lastprobefahrt zusammengestellt.
Auch im 2,3-m-Gleisbogen sinkt die Motordrehzahl nicht merklich ab.
Die aktuell etwa 320 kg schwere Ns 1 bremst den rund eine halbe Tonne schweren Zug problemlos im Gefälle ab. Um das vergleichweise filigrane Schaltgetriebe zu schonen verzichte ich jedoch auf das Bremsen mit dem Motor, die Holzbremssohlen sind einfacher zu ersetzen.
Umsetzen der Lok am Anschlussgleis zum Komposthaufen.
Der Lorenzug steht auf dem Streckengleis bereit, gleich wird die Lok über die Anschlussweiche an die Spitze gesetzt.
Der Zug vor der Lastprobefahrt: Gesamtmasse etwa 820 kg, die Steigung der Strecke beträgt durchschnittlich 1:25 und maximal 1:12.
Im 1. Gang bei 1/2 Gas ist der Zug kein Problem für die Ns 1! Als der Versuch das Ganze im 2. Gang zu versuchen anstand, war der Brennstoffbehälter leer. Auch war die einzige Speicherkarte voll und so gibt es auch vom ersten Versuch keine Filmaufnahmen. Wird bei Gelegenheit nachgereicht.
Nun steht die Erprobungsphase der Lok an. Die Kupplung muss noch etwas nachgestellt werden, sie greift etwas zu früh, das Schalten ist dadurch noch etwas unsanft. Außerdem ist das endgültige Gestänge der Wendeschaltung noch anzufertigen.
Mit stolzem Gruß
Sven
Zuletzt geändert von Maschinist am Do 23. Jul 2009, 22:12, insgesamt 2-mal geändert.
-
andreas.wkb
- Beiträge: 11
- Registriert: Sa 21. Feb 2009, 19:54
- Wohnort: Spreewald
Re: Neues in Sachen Ns 1
Hallo Sven!
Gratulation, richtig echter Maschinenbau! Freue mich für Dich über Deinen Erfolg! So lange Geduld währe nichts für mich!
gruß aus dem Spreewald, Andreas
Gratulation, richtig echter Maschinenbau! Freue mich für Dich über Deinen Erfolg! So lange Geduld währe nichts für mich!
gruß aus dem Spreewald, Andreas
-
Maschinist
- Buntbahner
- Beiträge: 621
- Registriert: Do 4. Sep 2003, 21:36
- Wohnort: Dresden
Re: Neues in Sachen Ns 1
Mahlzeit Andreas,
danke, ich bin eben ein Perfektionist und wollte die Lok auch nur einmal bauen
Gruß Sven
danke, ich bin eben ein Perfektionist und wollte die Lok auch nur einmal bauen
Gruß Sven
-
Helmut Schmidt

- Buntbahner

- Beiträge: 2668
- Registriert: Mo 24. Feb 2003, 21:23
- Wohnort: Barsinghausen
- Kontaktdaten:
Re: Neues in Sachen Ns 1
Glück Auf Sven,
dein Bericht liest sich wie ein Lehrbuch zum Fach Lokomotivbau.
Selbst wenn ich in 1:1 Grubenbahnen repariere und ansonsten nur in 1:22,5 baue kann ich immer noch Ideen und Anregungen entnehmen und vor allen Dingen auch die Technik verstehen.
Danke und weiterhin viel Freude mit deinem Meisterwerk.
dein Bericht liest sich wie ein Lehrbuch zum Fach Lokomotivbau.
Selbst wenn ich in 1:1 Grubenbahnen repariere und ansonsten nur in 1:22,5 baue kann ich immer noch Ideen und Anregungen entnehmen und vor allen Dingen auch die Technik verstehen.
Danke und weiterhin viel Freude mit deinem Meisterwerk.
Helmut Schmidt
-
Henner (Henry)

- Buntbahner

- Beiträge: 1108
- Registriert: Di 20. Nov 2007, 20:07
- Wohnort: Berlin
Re: Neues in Sachen Ns 1
Sven,
Gratulation zu Deinem Meisterwerk! Ein frueher Clip von Dir in Youtube brachte mich auf die Spur zu Buntbahn. Meine Freunde hier in USA verfolgen Deine Fortschritte auch mit unglaeubigem Staunen! Bin mal gespannt, was in etwa einem halben bis einem Jahr passiert, wenn es in den Fingern wieder anfaengt zu jucken...
Regards
Gratulation zu Deinem Meisterwerk! Ein frueher Clip von Dir in Youtube brachte mich auf die Spur zu Buntbahn. Meine Freunde hier in USA verfolgen Deine Fortschritte auch mit unglaeubigem Staunen! Bin mal gespannt, was in etwa einem halben bis einem Jahr passiert, wenn es in den Fingern wieder anfaengt zu jucken...
Regards
Henner (Henry)
Donkey Doktor a.D. EDH Lumber Company
Donkey Doktor a.D. EDH Lumber Company
-
eXact Modellbau

- Buntbahner

- Beiträge: 283
- Registriert: Fr 21. Sep 2007, 16:15
- Wohnort: Bad Doberan M/V
- Kontaktdaten:



