Mahlzeit!
In den vergangenen Tagen wurden die Arbeiten an den Getriebegehäuseteilen fortgeführt.

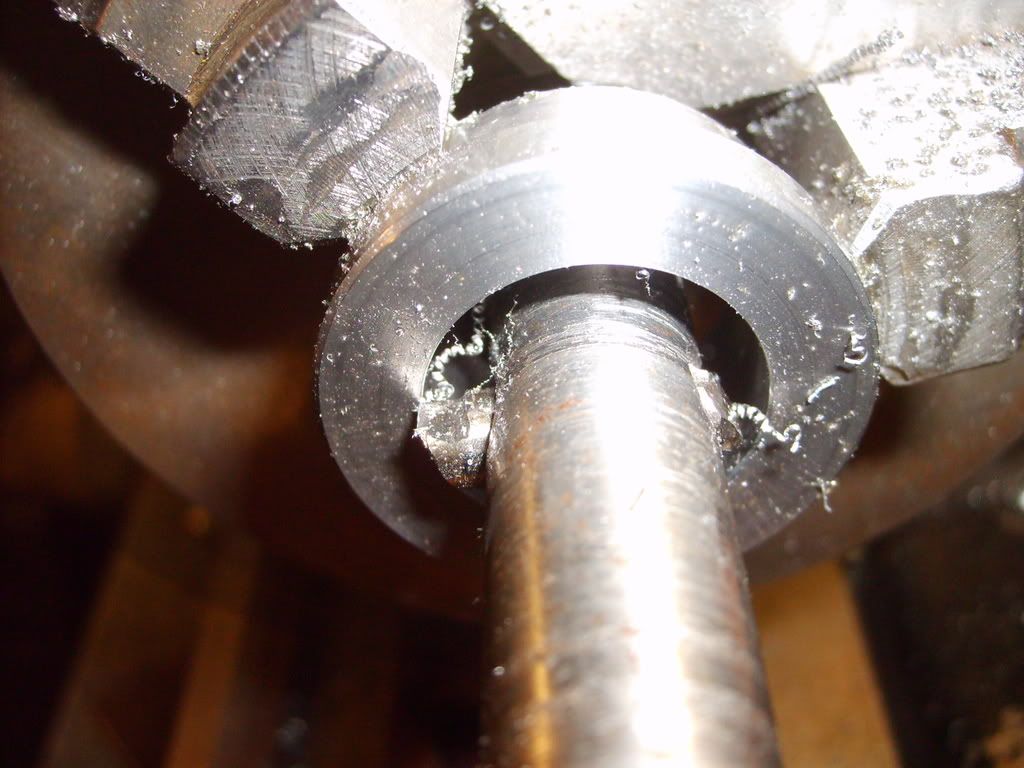
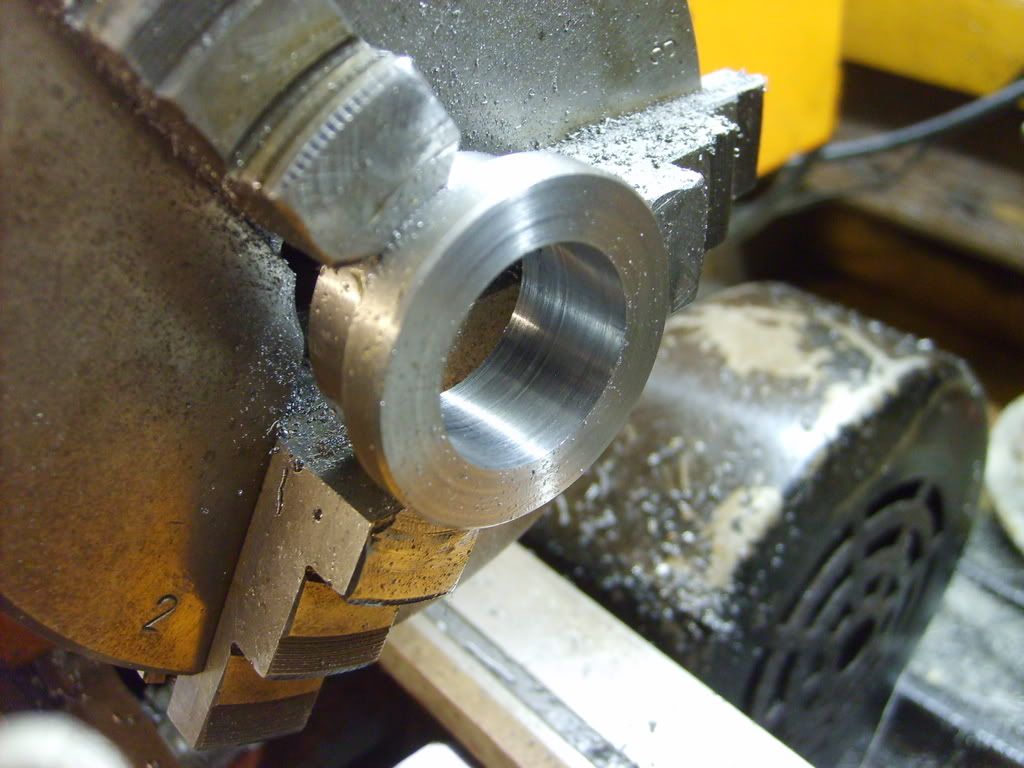
Für den Deckel am Boden des Gehäuses wurde eine Buchse gedreht, die später das Einschrauben einer Ölablaßschraube ermöglicht. Für weitere einzuschweißende Buchsen fehlt im Augenblich noch das Material.

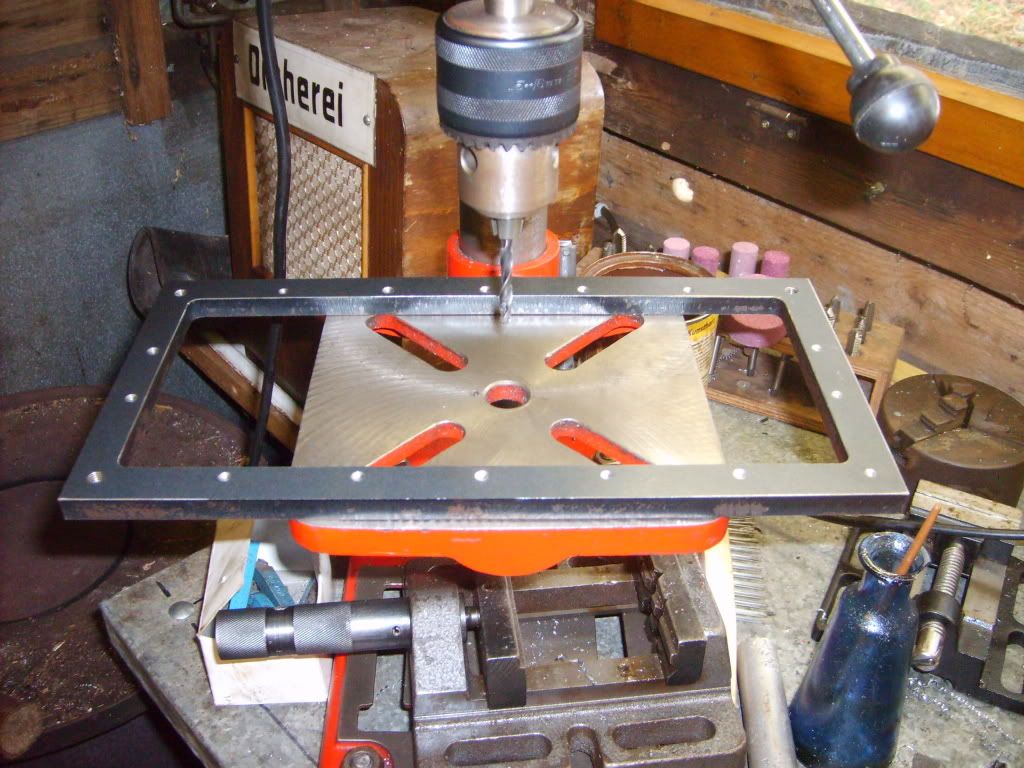
Der Rahmen für diesen Deckel besteht aus 10 mm starkem Blech und wurde wie die anderen Teile ebenfalls lasergeschnitten. Zunächst wurden die Bohrungen für die Deckelschrauben gebohrt.
Um eine ausreichende Einschraubtiefe zu erreichen, waren Durchgangsbohrungen notwendig.

Anschließend wurden die Gewinde geschnitten. Um die Öldichtheit des Getriebegehäuses zu gewährleisten wären Sachlöcher zwar vorteilhafter, jedoch ließen sich dann mit den vorhandenen Mitteln keine ausreichend tiefen Gewinde schneiden.

Daher kam mir die Idee, die Bohrungen auf der Innenseite mit einem kurzen Gewindestift zu verschließen. Die letzten 3 mm des Gewindest wurden nur mit dem Vor- und Mittelgewindebohrer geschnitten, so dass der Gewindestift dahin dichten kann.

Die Stifte wurden aus einer Gewindestange hergestellt, die auf die gewünschte Tiefe eingeschraubt und anschließen mit dem Trennschleifer abgeschnitten wurde. Der bewußt verbleibende Überschtand von etwa einem halben Millimeter wurden zum Schluß mit dem Hammer eingeebnet.

So entstanden bei 10er Wandstärke Gewindebohrungen mit 7 mm Tiefe. Zum Schluß wurde jede Bohrung auf Dichtheit geprüft.

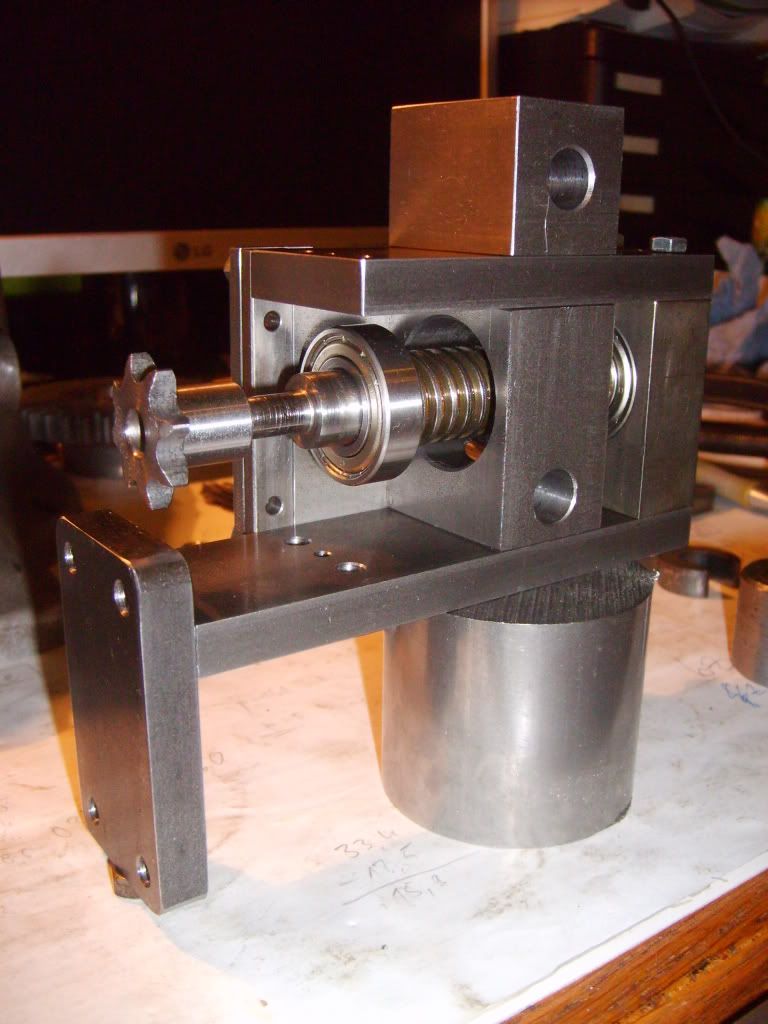
Auch bei Seitenteilen des Gehäuses waren noch einige Gewinde zu schneiden. Die rechte Seitenwand erhielt 4 Stück M12-Gewindebohrungen zur Befestigung der Flaschlager, welche später die Ausgangswelle tragen.

An der Getriebe-Stirnseite wird ebenfalls ein solches Lager eingebaut, um die Zwischenwelle aufnehmen zu können. Um bei der geringen Blechstärke von 5 mm die Gewinde rechtwinklig bohren zu können wurden die Flachlager aufgespannt und als Führung für den Gewindebohrer genutzt. Die Lagerbohrungen wurden dazu vorher
aufgebohrt.

Die 10 mm starke Lagerbrücke in der Mitte des Gehäuseinnenraums trägt ein weiteres Flanschlager, daß jedoch eine Stufe größer ist, um den höheren Belastungen der Kegelräder Rechnung zu tragen.
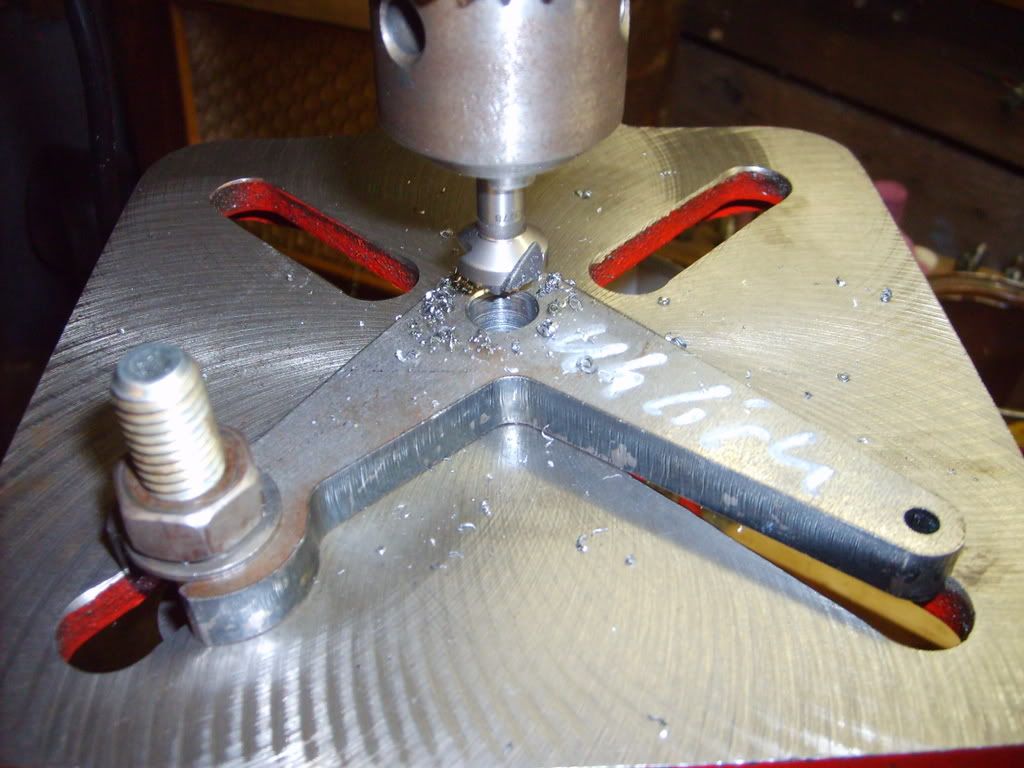
Ursprünglich sollte sie in Längsrichtung durch je zwei 5-mm-Paßstifte an den Seitenwänden fixiert werden. Für die einfachere Montage, die vor dem Schweißen noch einige Male notwendig werden wird, wurden dann doch M6-Gewinde geschnitten und die Lagerbrücke von Außen verschraubt.
Zum Herstellen der Bohrungen wurde der Aufspanntisch der kleinen Säulenbohrmaschine um 90° gedreht. Im Maschinenschraubstock eingespannt hätte die Höhe des Arbeitsraumes der Maschine nicht ausgereicht.
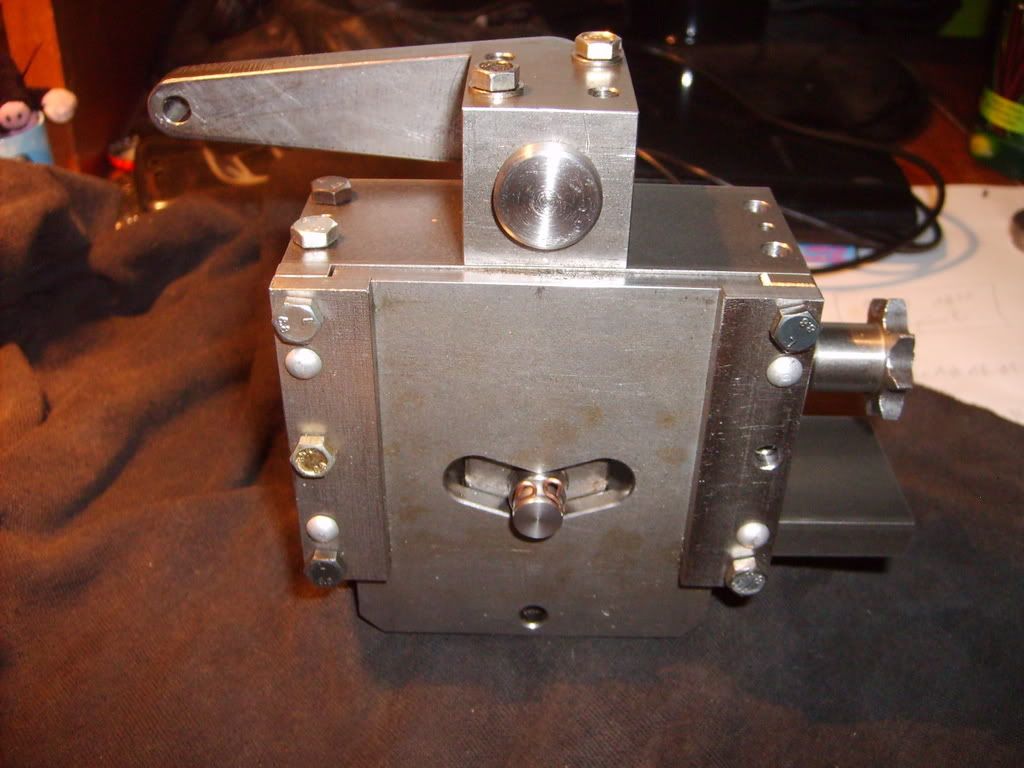
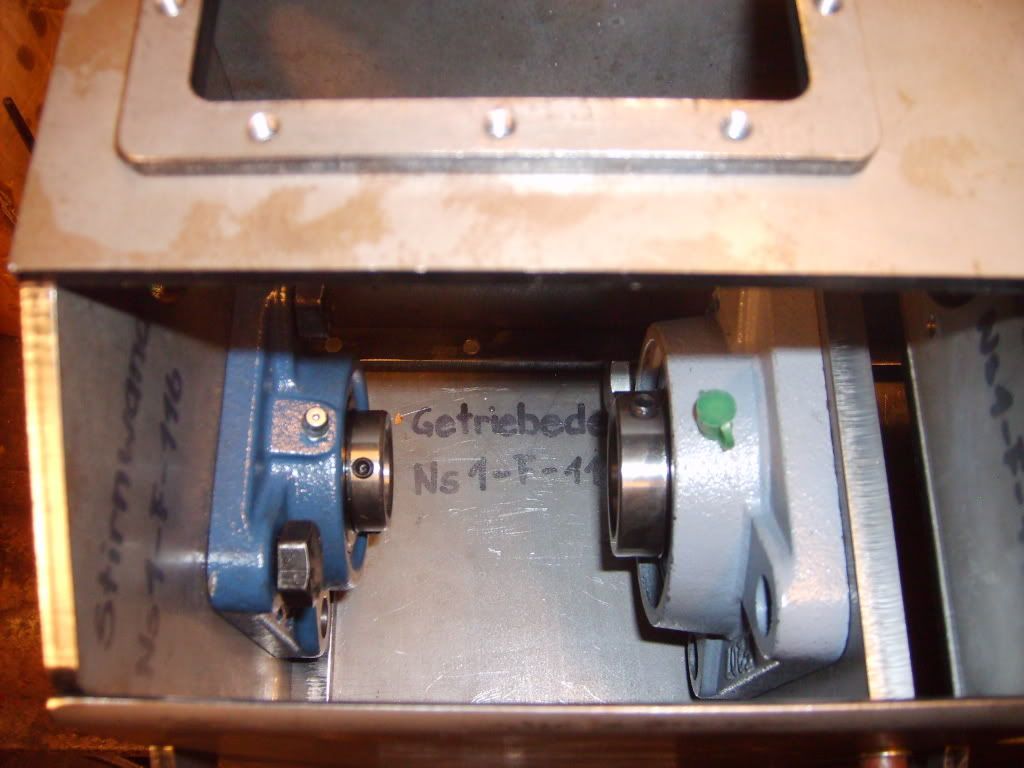
Die montierte Lagerbrücke im Innenraum des Getriebes.

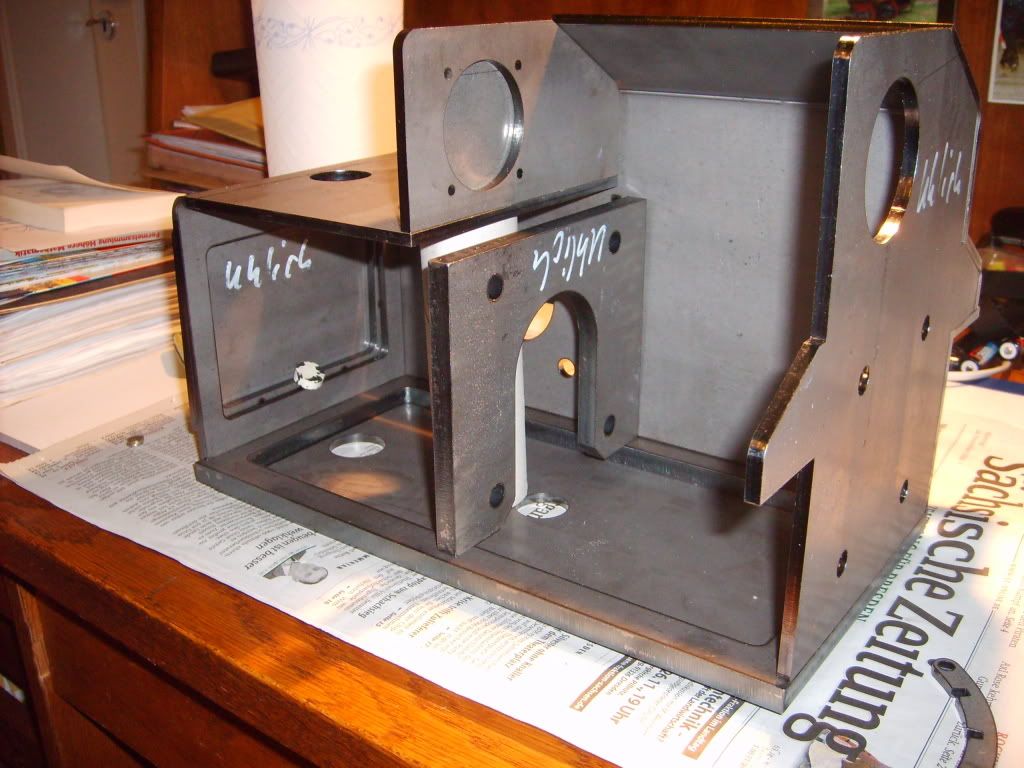
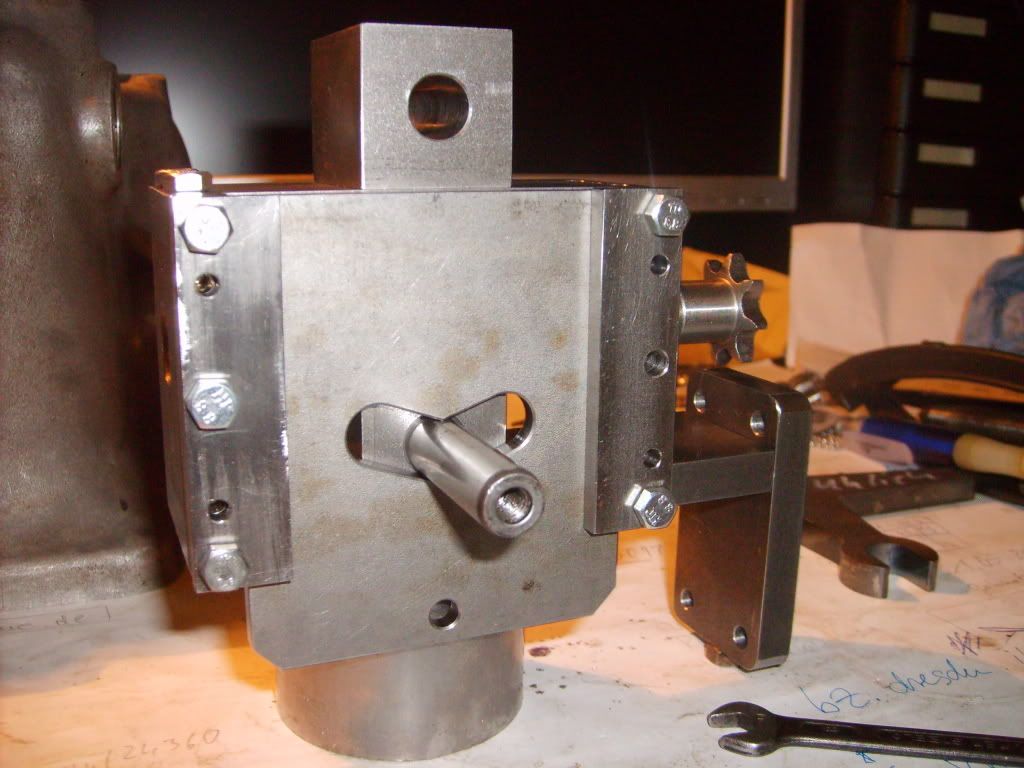
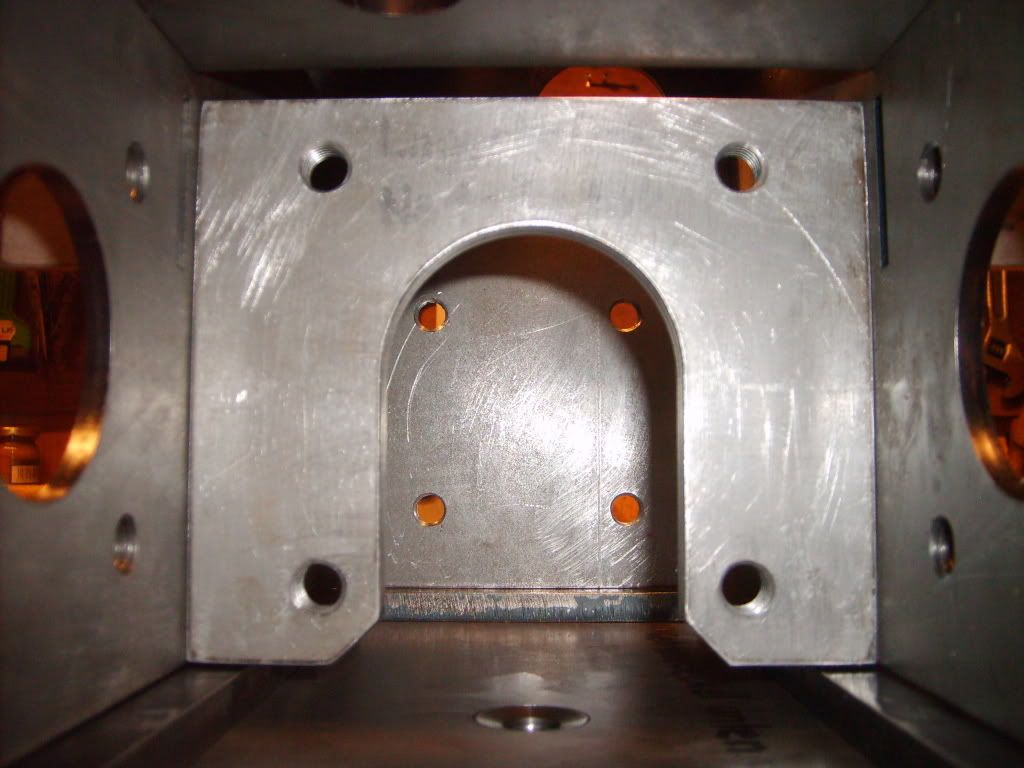
Das zusammengesetzte Getriebegehäuse. Da beim Abkanten der linken Seitenwand ein viel kleinerer Radius verwendet worden war, als es beim Zuschnitt vorgesehen war, mußte der kurze Schenkel des Biegeteils abgetrennt werden und wird später als separates Teil eingeschweißt.
Blick durch den angeschnittenen Teil in den Innenraum. Probeweise wurden die Flanschlager angebaut.
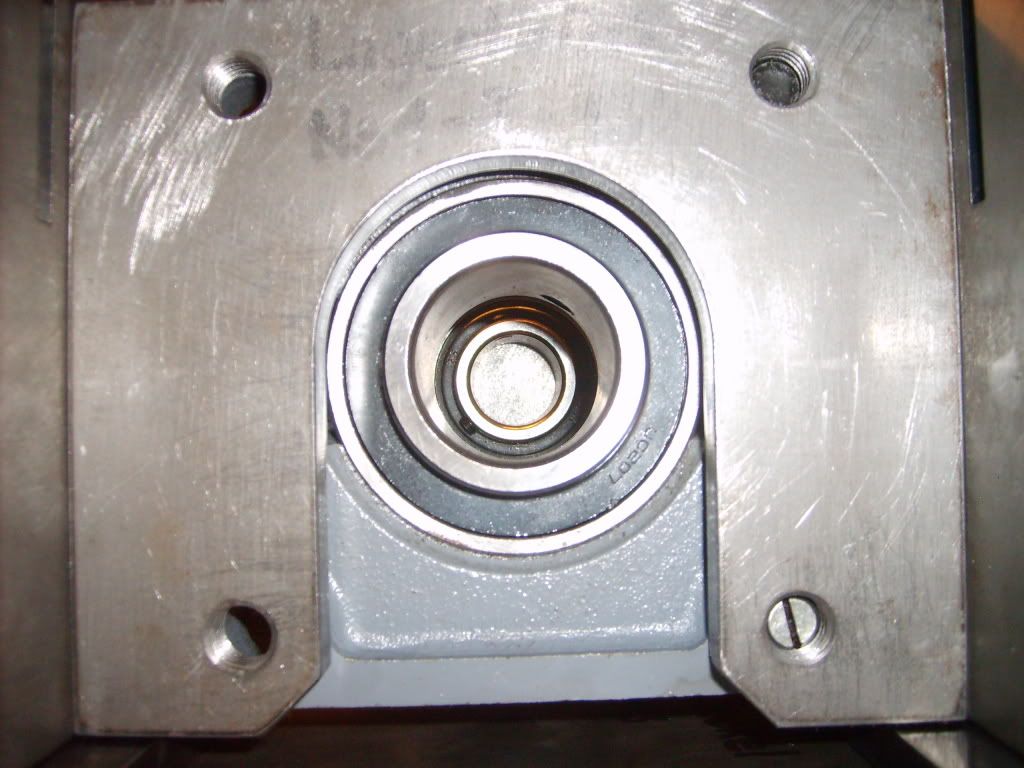
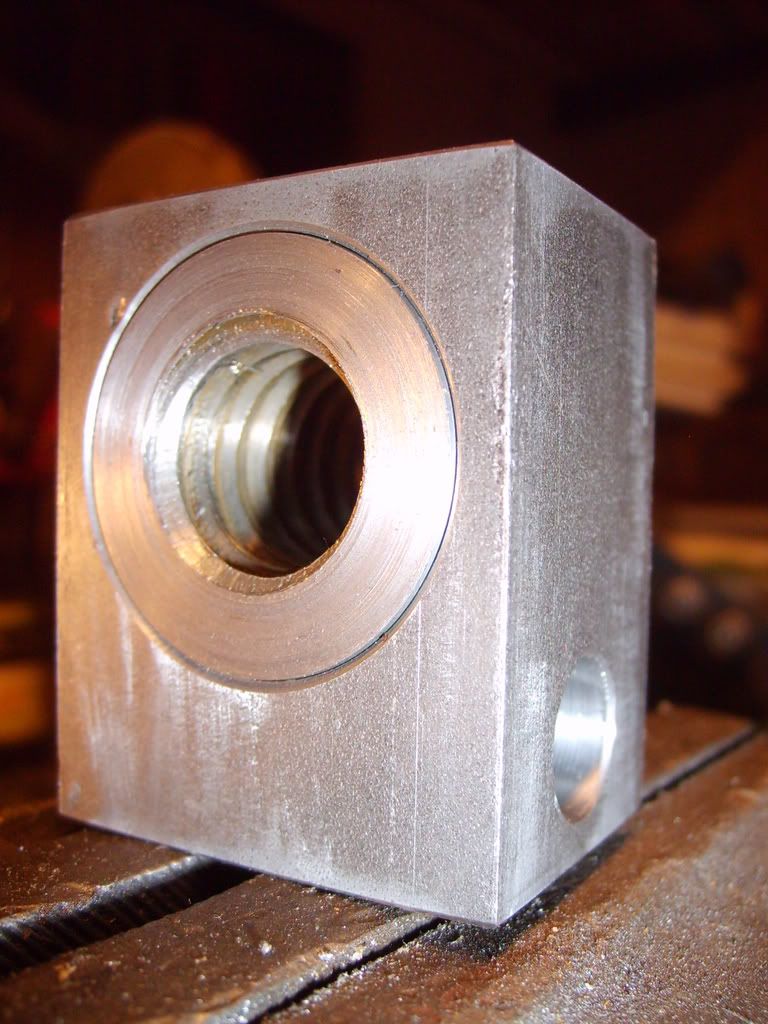
Nochmal die Lagerbrücke mit eingebautem Flaschlager UCF 207.
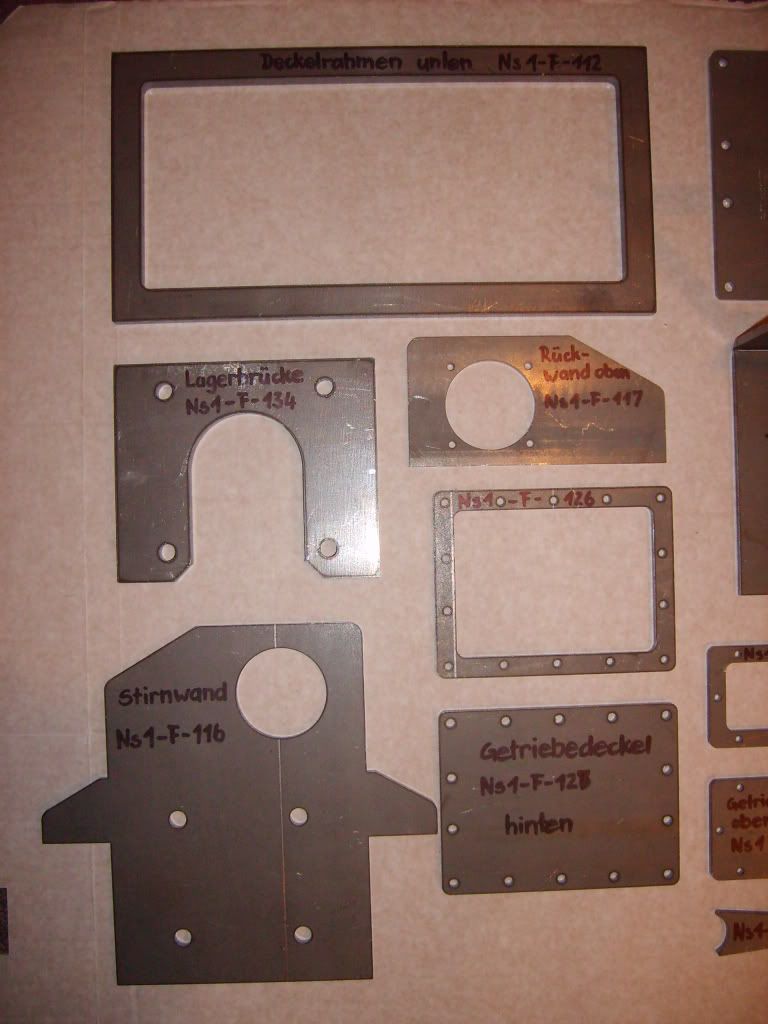
Im nächsten Arbeitsschritt wurden alle Teile entgratet und nach Bedarf mit Fasen für die Nahtvorbereitung versehen.

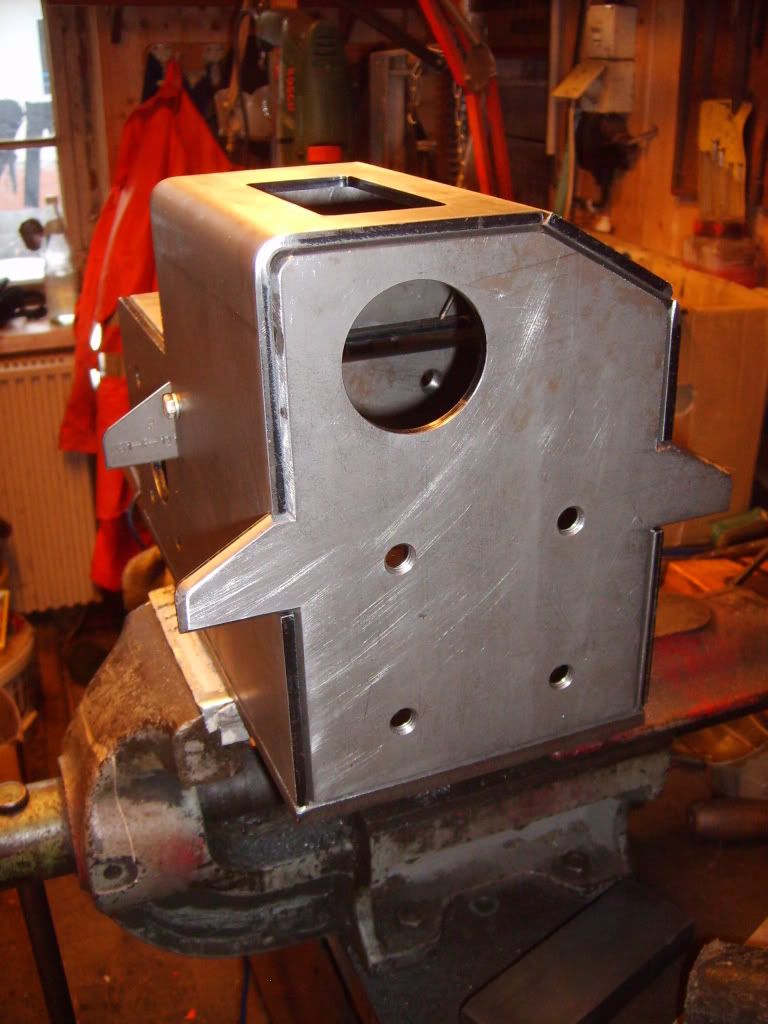
Die obere Rückwand fertig bearbeitet. In die große Bohrung wird ein Drehteil eingeschweißt, welches die Lager der Eingangswelle aufnehmen soll.
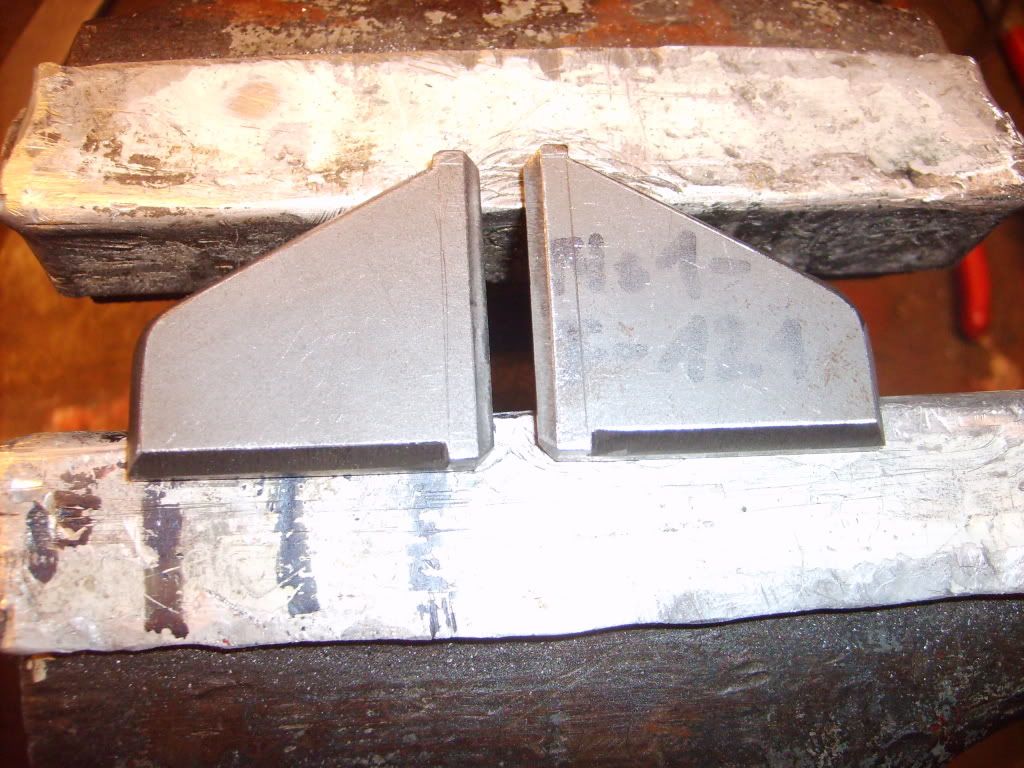
Diese beiden Nasen dienen später zur Befestigung der seitlichen Anschraubleisten.

In der Stirnwand sind sie bereits integriert.

Die groben Fasen wurden mit der Schruppscheibe gefertigt, bei den vielen Ecken und Feinheiten kam dann aber doch wieder die gute alte Feile zum Einsatz.

Stellprobe mit den bearbeiteten Blechteilen.
Neben einigen Kehlnähten im Inneren soll das Gehäuse hauptsächlich durch HV-Nähte zusammengehalten werden.
Ich hoffe in der Weihnachtszeit die fehlenden Drehteile herstellen zu können, damit das Gehäuse Anfang 2009 geschweißt werden kann.
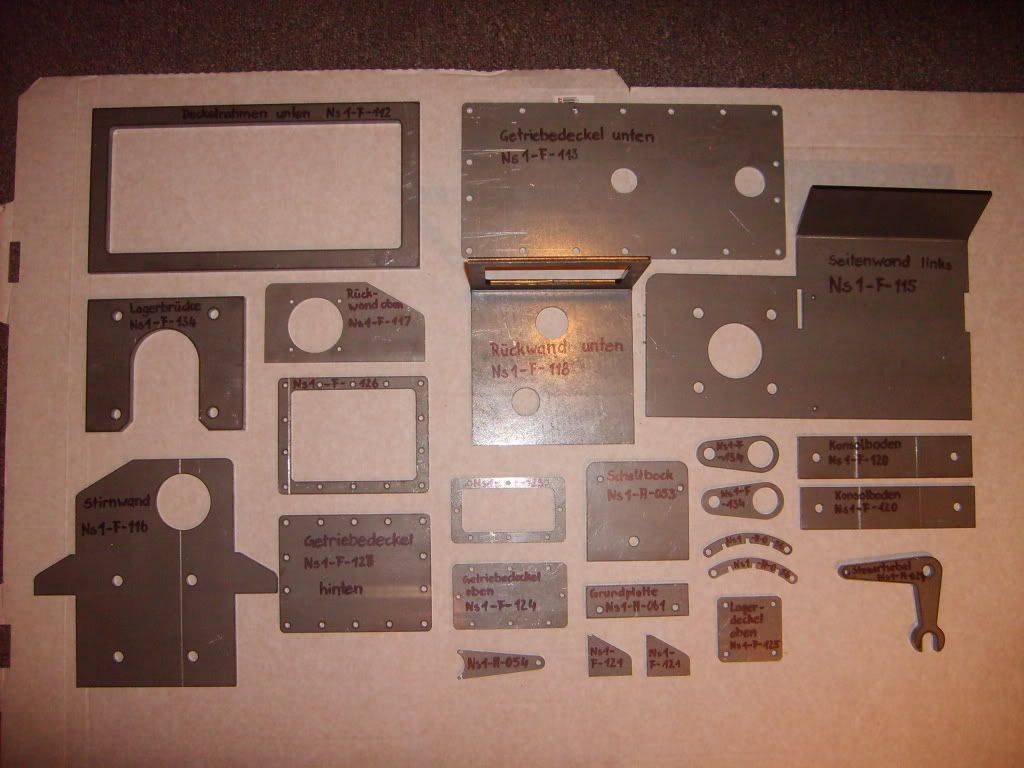
Um die Zuordnung durch den Schweißer zu erleichtern wurde bei sämtliche Teilen auf der Innenseite die Zeichnungsnummer eingeschlagen.

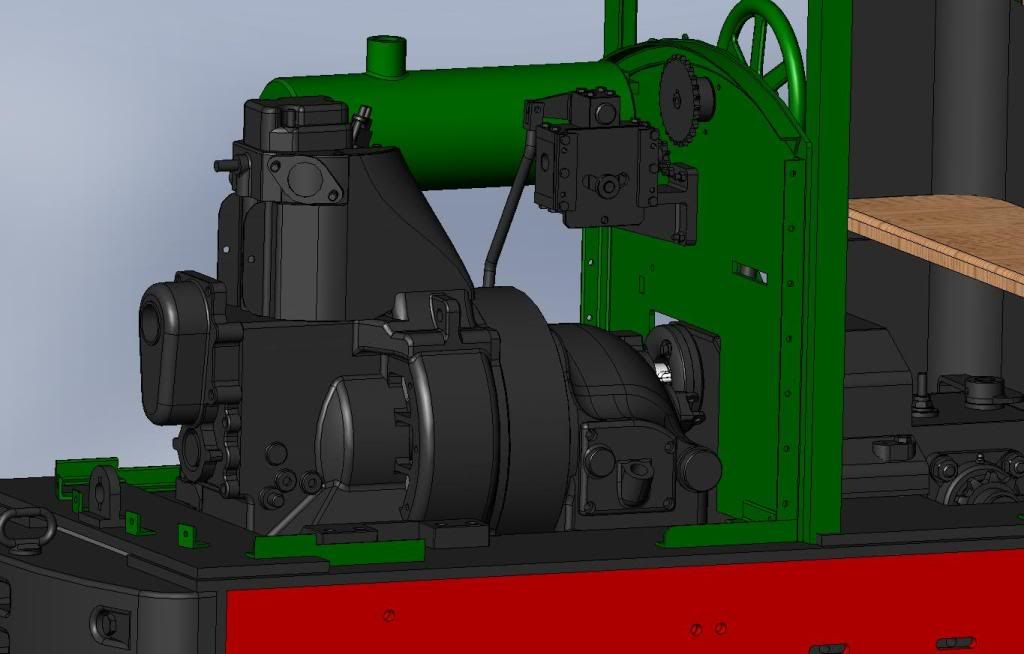
Am Sonntag Nachmittag wurde die Lok nochmal aus dem Schuppen geholt, der Motor sprang wie gewohnt auch bei Minusgraden problemlos an.

Noch fehlt der Rahmenausschnitt für das Getriebe im Bodenblech des Führerstandes, dann wird das Gehäuse 90 mm tiefer sitzen.
Zum Schluß noch das obligatorische Weihnachtsbild:
Gruß Sven