Nachdem die Radsterne soweit fertig sind, kommen die Radreifen dran. Die habe ich aus rostfreiem Stahl gemacht. Ich habe von entsprechendem Rundmaterial Scheiben mit ein wenig Übermaß absägen lassen. Das Sägen ist das teuerste am Ganzen, spart aber viel Schweiß. Dann habe ich im Dreibackenfutter die Scheiben auf beiden Seiten plan gedreht (immer noch Übermaß), mit dem größten Bohrer, den ich habe, ein Loch in die Mitte gebohrt und dann innen genau auf Maß ausgedreht (das alles mit Hartmetall - Drehmeißeln. Die halten was aus).
Die großen Reifen konnte ich dann mit dem Backenfutter spannen, um sie außen auch auf Maß zu drehen. Für die Reifen der Vorlaufräder habe ich mir eine Aufspannvorrichtung gemacht.
Reifen_00 (rau.mi)
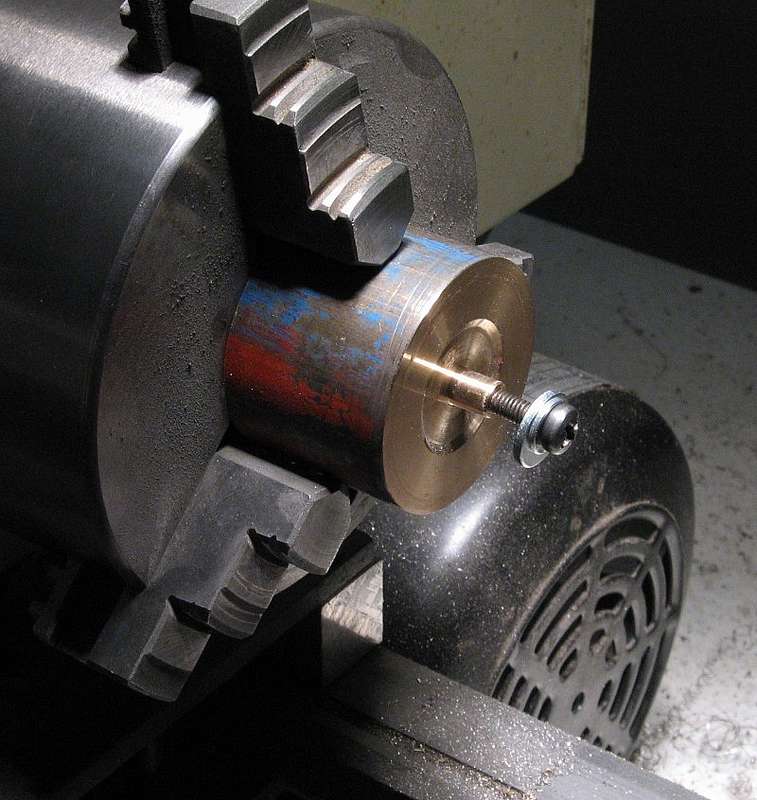
Dann kommen wieder die Radsterne an die Reihe. Zuerst habe ich mir auch hier eine Aufspannvorrichtung gemacht. Ich habe einen recht großen Messingvorrat, die milde Gabe eines Fabrikbesitzers aus der Zeit, als Messing noch nicht mit Gold aufgewogen wurde. Deshalb meine Vorrichtungen aus Messing. Sonst würde ich Alu oder Stahl nehmen. Wichtig ist, die Aufspannvorrichtung, nachdem der Dorn für die Achsöffnung genau auf Maß gedreht wurde, während der ganzen folgenden Arbeitschritte nicht auszuspannen. Sonst ist es mit dem exakten Rundlauf vorbei. Aber auf jeden Fall markiere ich immer eine Backe und mache einen Strich an die eingespannte Vorrichtung, damit nach eventuellem Wiedereinspannen der Rundlauf wenigstens annähernd stimmt.
Reifen_01 (rau.mi)
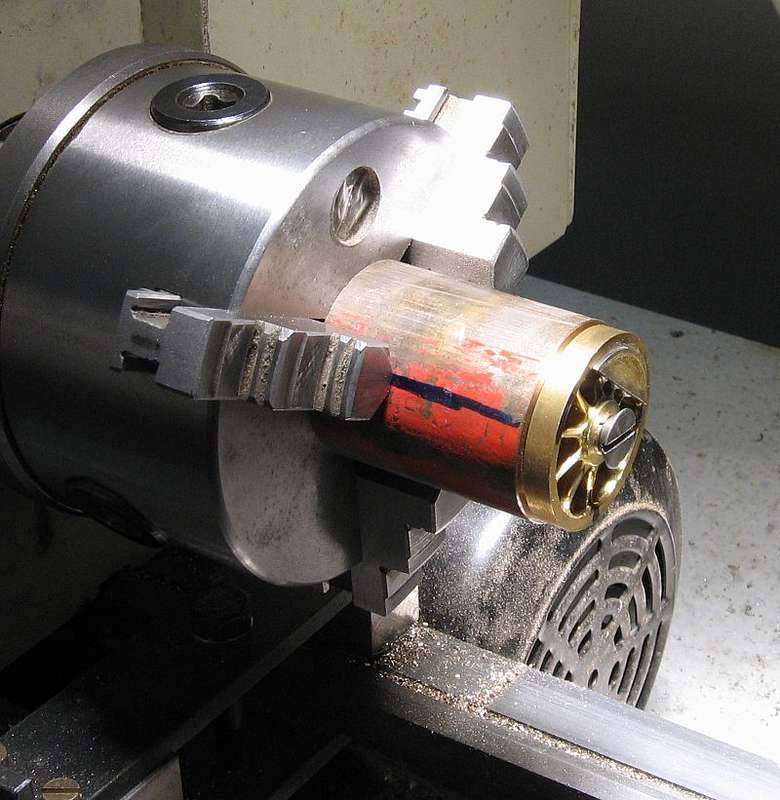
Nun werden die Radsterne außen auf Maß gedreht. Und zwar so, dass die Reifen relativ locker drüberpassen (Spalt ca. 0,05 mm).
Reifen_02 (rau.mi)
Mit Loctite 661 habe ich die Reifen dann auf die Radsterne geklebt. Dabei nicht mit dem Kleber sparen, damit sich die Sterne in den Reifen zentrieren. Wenn genügend Spalt ist, isoliert der Kleber auch elektrisch. Der Kleber ist nach einer Viertelstunde handfest, überschüssiges lässt sich dann abwischen. Aushärten braucht ca. 24 Stunden.
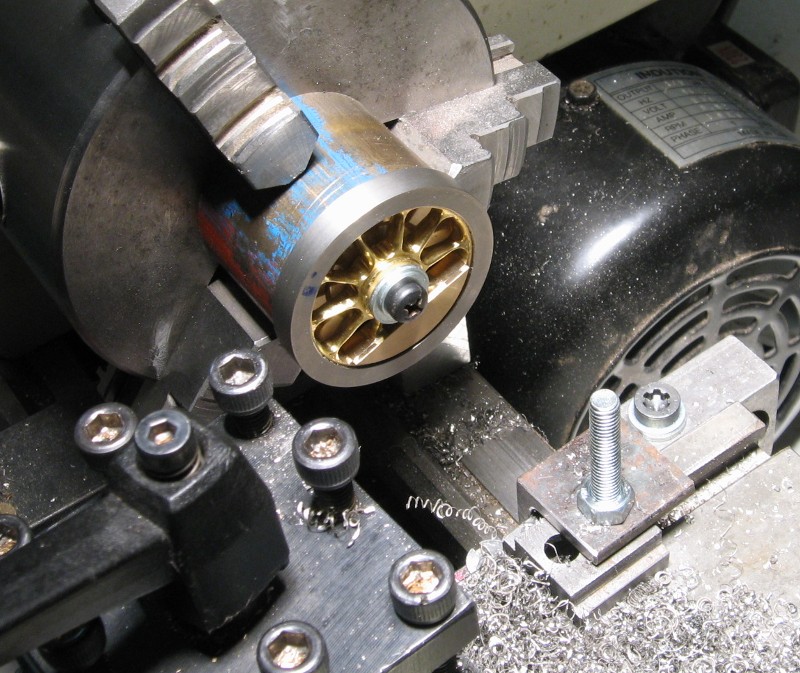
Nach dem Aushärten werden die Räder wieder auf den Dorn gespannt. Zuerst die Vorderseite plandrehen, nun auch die aufgelöteten Gegengewichte.
Reifen_03 (rau.mi)
Dann habe ich mir einen Drehmeißel so geschliffen, dass er das Profil des Spurkranzes bekommt. Dabei darauf achten, dass der Oberschlitten der Drehmaschine um 3° verdreht werden muss, wegen der Schräge der Lauffläche.
Eine der wichtigsten Einrichtungen in meiner Werkstatt ist übrigens eine Diamantschleifscheibe. Sie spart das Abziehen der Drehmeißel von Hand, so dass ich viel gerner nachschleife und meist scharfe Werkzeuge habe. Kann ich nur empfehlen.
Reifen_05 (rau.mi)

Ja und dann wird das Profil gedreht. Ganz kleine Späne. Und ganz vorsichtig - vor allem, je tiefer je mehr hinten am Spurkranz.
Reifen_06 (rau.mi)
Doch es hat geklappt.
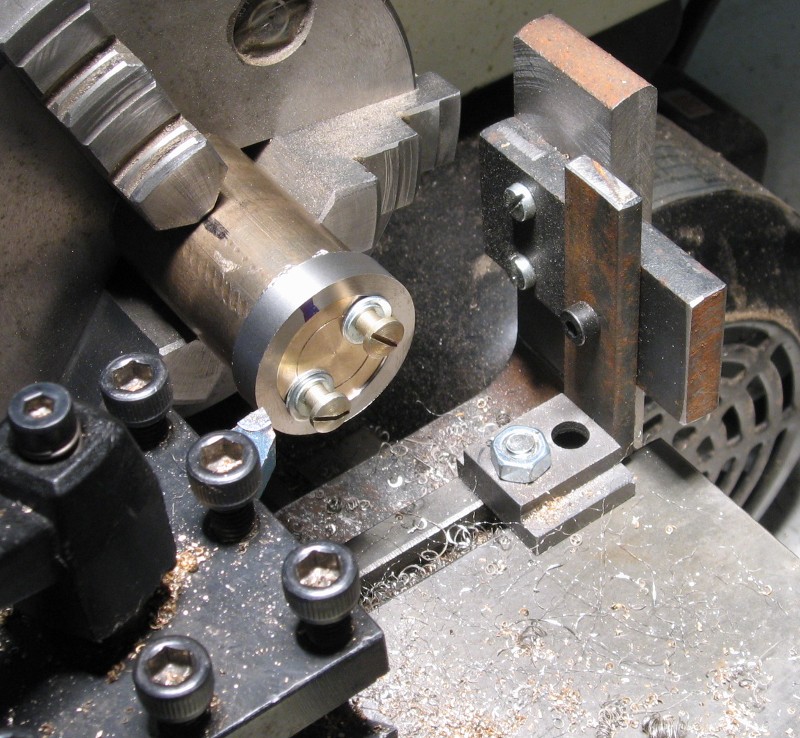
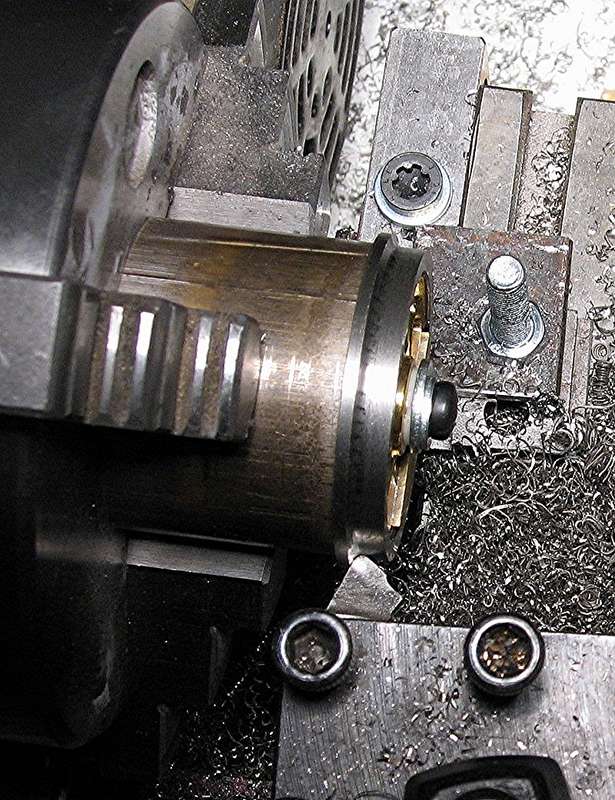
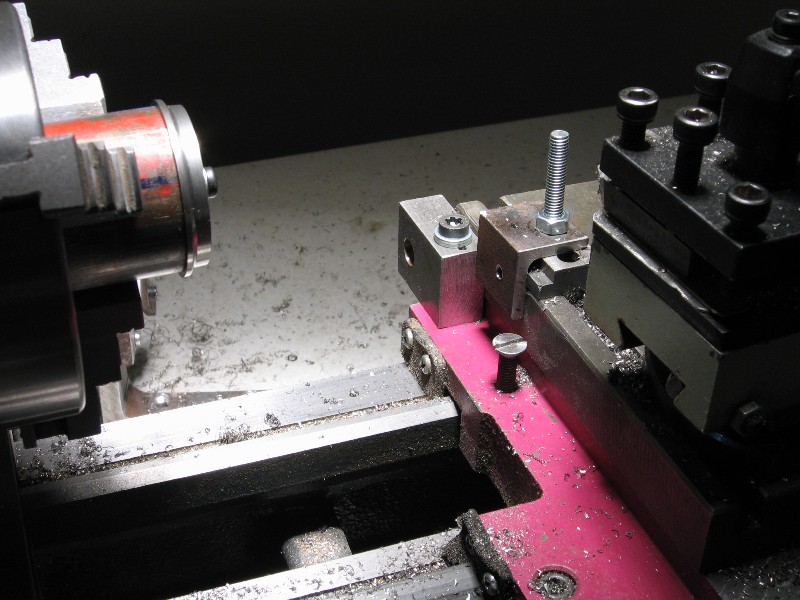
Unerlässlich sind hier der Quer- und der Längsanschlag, die ich mir gemacht habe. Der Längsanschlag ist ganz einfach und auf dem Bild unten gut zu sehen. Eine ähnliche Lösung müsste sich für jede Drehmaschine finden lassen.
Reifen_08 (rau.mi)
Der letzte Arbeitsschritt war dann die 3°- Schräge der Lauffläche - nur mit dem kleinen Oberschlitten verfahren.
Reifen_07 (rau.mi)
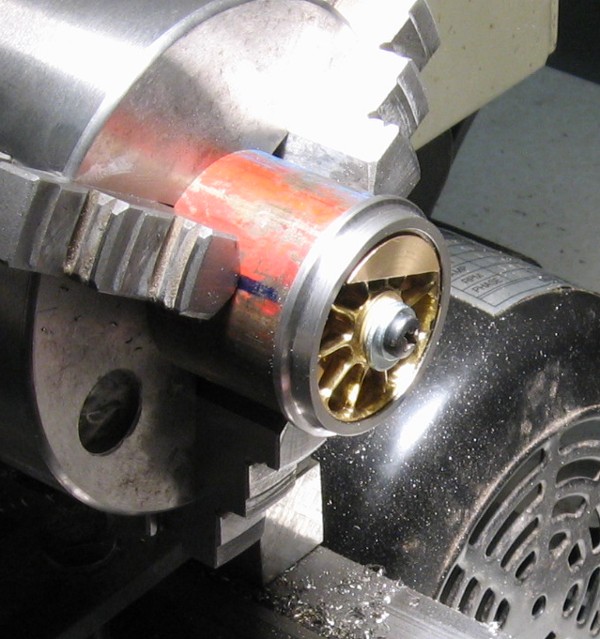
Nachdem die Vorderseite fertig war, kam die Rückseite dran. Nochmal fein drüberdrehen und dann mit der Feile die 10° Schräge am Spurkranz und die Rundung oben.
Schließlich Polieren mit Schmirgelpapier: nacheinander Korn 250, 600, 800, 1000 und 1200 bei hoher Geschwindigkeit.
Reifen_09 (rau.mi)

Das Letzte waren die Isolierbuchsen. Auch die habe ich mit Loctite 661 eingeklebt. Das ist eine prima Sache. So darf man sich größere Toleranzen leisten.
Treibr_der_02 (rau.mi)

Im Nachhinein gesehen war die Sache gar nicht so schwer. Am aufwendigsten natürlich die Radsterne. Aber Radreifen aus Stahl würde ich jederzeit wieder machen, jetzt, da ich weiß, wie gut und einfach Loctite klebt. Weil man dann das Profil am kompletten Rad drehen kann, gibt es bis hierher auch keine Probleme mit dem Rundlauf.
Den Nachbau kann ich nur empfehlen.
Schöne Grüße
rau.mi






