

Nachdem ich mich in meiner ersten Ferienwoche als Federnschmied versucht habe, wurde die zweite Woche genutzt, um mich an die Fertigung der Radsätze für die 260mm-Ns1 zu wagen.
Die Hauptmaße sind: Laufkreisdurchmesser 185 mm, Spurkranzhöhe 7,5 mm, Radscheibenstärke 40 mm, max. Achswellendurchmesser 45 mm, Achsschenkeldurchmesser 25 mm, Achwellenlänge 448 mm.
Die Achswellen wurden unter Berücksichtigung der nicht ganz unerheblichen Achslasten einer Festigkeitsberechnung unterzogen und wurden aus St50 gefertigt.
Da die Verbindung von Radscheiben und Achswelle durch Aufschrumpfen vorgesehen ist, wurde letztere am Radsitz mit 4 Hundertstel Übermaß gedreht. Die Achswellenmitte bleibt unbearbeitet, somit konnte Halbzeug mit 45 mm Durchmesser verwendet werden.
Achswelle_drehen (maschinist)
Zum Schluß wurden noch Paßfedernuten für die später aufzuschraubenden Kettenräder gefräst.
Beim Vorbild bestehen die Räder aus Stahlguß, was aber für 4 Räder zu teuer und zu zeitaufwändig gewesen wäre (Modellbau).
Für die Radscheiben war ursprünglich Material der Güte 60CrMo5 vorgesehen, doch fand sich im Lager der Firma eine 210 mm-Stange aus 90MnCrV8, die dort nur der langsamen Oxidation harrte. Diese wurde mir freundlicherweise überlassen und so wurden zunächst 4 Scheiben auf der Kaltsäge geschnitten.
Zuschnitt_Radscheiben (maschinist)

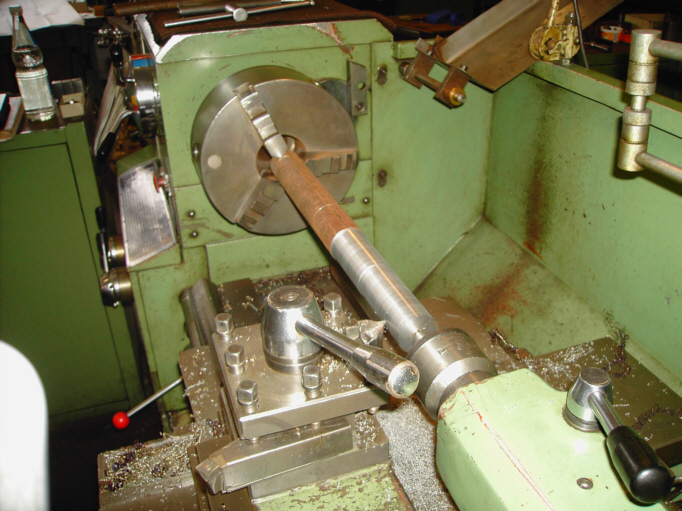
Im Anschluß ging es dann auf die Drehmaschine. Zunächst erfolgte das Plandrehen und die Herstellung der Laufflächen mit einem Neigungswinkel von 3°, hiernach das Ausdrehen der Innenform.
Radscheibe_drehen01 (maschinist)

In der gleichen Aufspannung erfolgte auch die Fertigung der 40H7-Bohrung, zunächst mittels Spiralbohrern, die Endbarbeitung mit Innendrehmeißel.
Radscheibe_drehen02 (maschinist)

Für die folgende Bearbeitung von Spurkranz und Rückseite wurde die Radscheibe nun umgedreht.
Radscheibe_drehen03 (maschinist)

Radscheibe_drehen04 (maschinist)

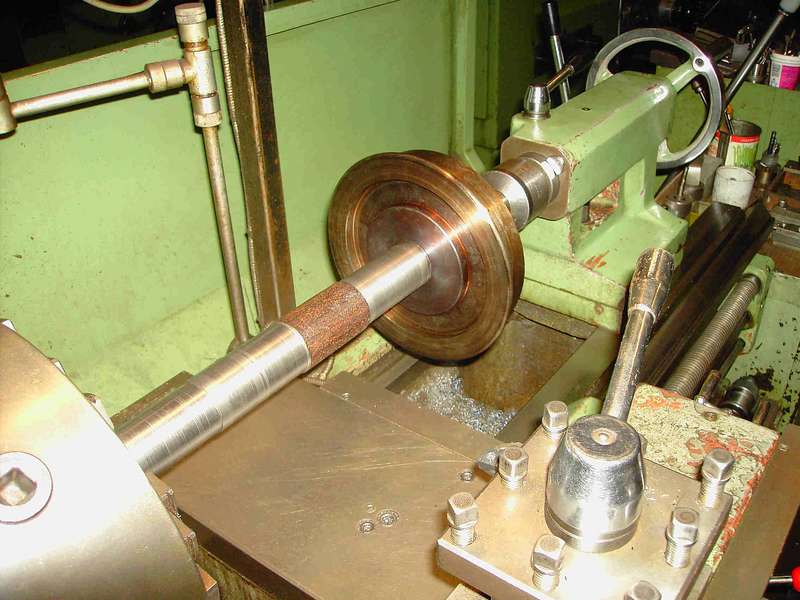
Im Anschluß an das Fertigdrehen ging es nun an das Aufschrumpfen. Mittels einer 2kW-Heizplatte erfolgte das Anwärmen der Radscheibe, während die Welle im reichlich vorhandenen Schnee gekühlt wurde. Die Anwärmtemperatur beträgt etwa 280-300°C, das Erreichen der Temperatur läßt sich über die Anlaßfarben kontrollieren.
Radscheibe_anw_rmen (maschinist)

Dann kommt der spannende Moment des Fügens!
Aufschrumpfen (maschinist)

Wieder in die Drehmaschine eingespannt, wird der Rundlauf mit der Meßuhr überprüft. Letztere ist im Bild nicht zusehen, da sie zwecks anderweitiger Verwendung von den Kollegen schon wieder entführt wurde
Bei den Dimensionen und der geringen Einsatzdrehzahl von 114 U/min (4 km/h)
ist eine Rundlaufabweichung von 1/100 mm mehr als akzeptabel, worauf ich nicht unwesentlich stolz bin
Rundlaufpr_fung (maschinist)
Mit dem Aufschrumpfen der 2. Radscheibe ist der Radsatz fertig, später werden auf die Achsschenkel (Übergangspassung j5) Pendelrollenlager vom Typ 22205 E gefügt.
Hier nun noch ein paar Bilder von der Stellprobe im Gleis
fertiger_Radsatz01 (maschinist)

fertiger_Radsatz02 (maschinist)

Für einen Radsatz habe ich etwa 20 Stunden gebraucht, die Masse beträgt ca. 14 kg.
Für den Sommer werde ich mir die Achslagergehäuse samt Deckeln, Labyrinthdichtscheiben und div. Kleinteilen vornehmen, die müssen jedoch noch gezeichnet werden.
Perspektivisch ist für dieses Jahr das Erreichen des rollfähigen Zustandes vorgesehen. Antrieb und Bremse vermutlich erst im nächsten Jahr.
Mit runden Grüßen Sven
