Hallo Torsten,
auch vielen Dank für deine Antwort!
Ja, ...deine Räder sind für mein Vorhaben leider etwas zu klein.
Brauche am Spurkranz 36 bis 37 mm
und Durchmesser Lauffläche 31 bis 31,4 mm.
Aber deine Räder sehen super aus!
Und mit welcher Drehbank drehst du solche Räder??
Bist Du auch der Meinung, dass solche kleineren Tischdrehbänke für so was zu schwach sind?
Räder selber drehen
Moderator: fido
Re: Räder selber drehen
Grüße
Rolf
Was ist dem Winter-Gartenbahner sein größtes Leid?
Nassschnee und erfrorene Finger und Zehen!
Rolf
Was ist dem Winter-Gartenbahner sein größtes Leid?
Nassschnee und erfrorene Finger und Zehen!
-
der Verrückte
- Buntbahner

- Beiträge: 210
- Registriert: So 10. Jul 2016, 21:31
- Wohnort: bei Berlin
Re: Räder selber drehen
Moin,
wichtig bei der Scheibenmethode ist der gleiche Innendurchmesser, da die beiden zur Herstellung der Zentrierlöcher(Bild) auf einen Dorn müssen. Da die Dinger verzinkt sind, müssen die vor dem löten blank geschliffen werden.

Viel Erfolg! Frage: wieviele Räder brauchste denn?
Gruss, Ole
wichtig bei der Scheibenmethode ist der gleiche Innendurchmesser, da die beiden zur Herstellung der Zentrierlöcher(Bild) auf einen Dorn müssen. Da die Dinger verzinkt sind, müssen die vor dem löten blank geschliffen werden.
Viel Erfolg! Frage: wieviele Räder brauchste denn?
Gruss, Ole
Re: Räder selber drehen
Hallo Ole,
ich fürchte viel zu viele, für diese Methode.
Bin gerade dabei, mit einem mir bekannten Lohndreher Kontakt aufzunehmen.
An den hatte ich bisher gar nicht gedacht.
Mal sehen, was der zu meinem Vorhaben meint.
Aber vielen Dank nochmal, für deine tollen Infos!
Gruß
Rolf
ich fürchte viel zu viele, für diese Methode.
Bin gerade dabei, mit einem mir bekannten Lohndreher Kontakt aufzunehmen.
An den hatte ich bisher gar nicht gedacht.
Mal sehen, was der zu meinem Vorhaben meint.
Aber vielen Dank nochmal, für deine tollen Infos!
Gruß
Rolf
Grüße
Rolf
Was ist dem Winter-Gartenbahner sein größtes Leid?
Nassschnee und erfrorene Finger und Zehen!
Rolf
Was ist dem Winter-Gartenbahner sein größtes Leid?
Nassschnee und erfrorene Finger und Zehen!

Re: Räder selber drehen
Hallo Rolf, hallo Buntbahner
Hier etwas verspätet meine Lösung zum Selbstbau (drehen) von Rädern:
Radsterne aus 5 mm Messing (MS58) mit der Eigenbau-CNC-Fräse gefräst (ging sehr gut).
Lokradteile (Jost45)
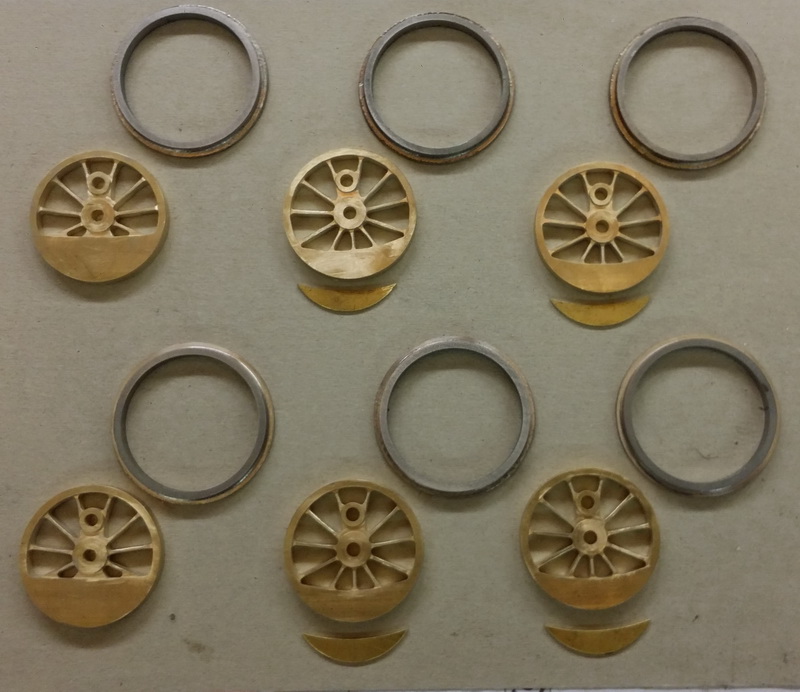
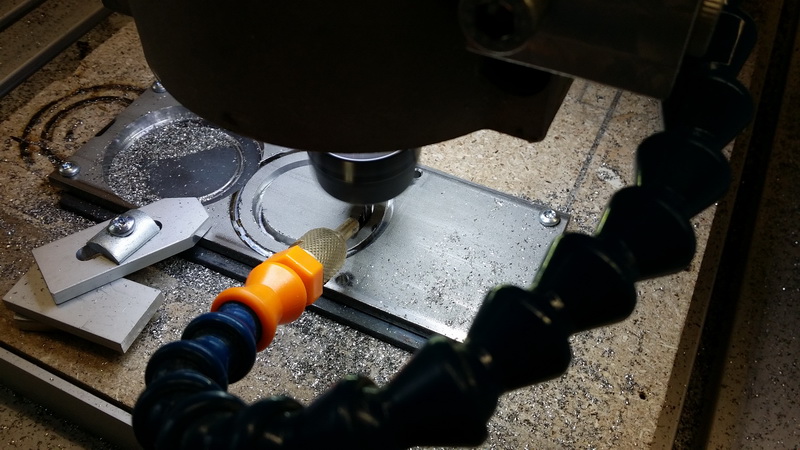
Radreifen aus Inox-Flachstahl 1.4301, 60 x 5 mm sind trocken gefräst. Besser wäre 1.4305 gewesen (Automatenstahl), gibt es hier leider nicht als Flachprofil). Beim Fräsen gabs Probleme mit der Hitze. Die Holz-Opferplatte und der Fräser litten stark unter der Hitze. Die Lösung brachte eine «Opferplatte» aus Stahl, hier konnte sich die punktuelle Wärme gut ableiten resp. verteilen und der Fräser hat überlebt.
Radreifen (Jost45)
Radsterne und Radreifen werden mit Loctite 638 (Fügen Welle-Nabe) auf einer planen Unterlage verklebt.
Zur eigentlichen Bearbeitung kommen die Rohlinge auf einen Dorn wo sie zentriert und mit einer Schraube fixiert werden. Die notwendige Feinbearbeitung der Lauffläche und des Spurkranzes erfolgt mit einer Optimum D 210x400 Vario 0.75 kW. Für diese Arbeit reicht die Drehbank allemal.
Vorlaufräder (Jost45)

Ich hoffe, dass ich auch so spät noch helfen konnte.
Gruss aus dem sonnigen Mettauertal (CH).
Jörg
Hier etwas verspätet meine Lösung zum Selbstbau (drehen) von Rädern:
Radsterne aus 5 mm Messing (MS58) mit der Eigenbau-CNC-Fräse gefräst (ging sehr gut).
Lokradteile (Jost45)
Radreifen aus Inox-Flachstahl 1.4301, 60 x 5 mm sind trocken gefräst. Besser wäre 1.4305 gewesen (Automatenstahl), gibt es hier leider nicht als Flachprofil). Beim Fräsen gabs Probleme mit der Hitze. Die Holz-Opferplatte und der Fräser litten stark unter der Hitze. Die Lösung brachte eine «Opferplatte» aus Stahl, hier konnte sich die punktuelle Wärme gut ableiten resp. verteilen und der Fräser hat überlebt.
Radreifen (Jost45)
Radsterne und Radreifen werden mit Loctite 638 (Fügen Welle-Nabe) auf einer planen Unterlage verklebt.
Zur eigentlichen Bearbeitung kommen die Rohlinge auf einen Dorn wo sie zentriert und mit einer Schraube fixiert werden. Die notwendige Feinbearbeitung der Lauffläche und des Spurkranzes erfolgt mit einer Optimum D 210x400 Vario 0.75 kW. Für diese Arbeit reicht die Drehbank allemal.
Vorlaufräder (Jost45)
Ich hoffe, dass ich auch so spät noch helfen konnte.
Gruss aus dem sonnigen Mettauertal (CH).
Jörg
-
Stopfbüchse67
- Buntbahner
- Beiträge: 24
- Registriert: So 31. Dez 2017, 15:46
Re: Räder selber drehen
Hoi Jost,
das ist ein sehr interessanter Ansatz zur Herstellung von Radreifenrohlingen!
Daran habe ich noch gar nicht gedacht.
Meist hat man ja nicht das Glück dass sich ein einigermassen passendes Rohr oder passender Hohlstab aus Rostfrei (egal ob 1.4301 oder 1.4305 ) findet, so das man, auch mit wirklichen Profimaschinen, recht mühsam erst ein Haufen Späne machen muss.
Aber 1.4301 trocken bearbeiten!! Du bist ja wohl ein schöner Maschinen- und Werkzeugquäler!
Du bist ja wohl ein schöner Maschinen- und Werkzeugquäler! 
Rostfreie Stähle haben übrigens eine recht unschöne Eigenschaft die da ist, dass sich über einer gewissen Temparatur die Zerspanungseigenschaften drastisch verschlechtern.
Grüsse aus dem auch sonnigen Höhtal
Florian
das ist ein sehr interessanter Ansatz zur Herstellung von Radreifenrohlingen!
Daran habe ich noch gar nicht gedacht.
Meist hat man ja nicht das Glück dass sich ein einigermassen passendes Rohr oder passender Hohlstab aus Rostfrei (egal ob 1.4301 oder 1.4305 ) findet, so das man, auch mit wirklichen Profimaschinen, recht mühsam erst ein Haufen Späne machen muss.
Aber 1.4301 trocken bearbeiten!!
Rostfreie Stähle haben übrigens eine recht unschöne Eigenschaft die da ist, dass sich über einer gewissen Temparatur die Zerspanungseigenschaften drastisch verschlechtern.
Grüsse aus dem auch sonnigen Höhtal
Florian
Re: Räder selber drehen
Hallo Buntbahner
Nach drei Monaten Gleisbau («Gleisbau Code 200» im Schienendampfforum) bin ich wieder mit den Rädern beschäftigt. Die Messing-Radsterne wurden mit Loctide 638 in die gefrästen Reifenrohlinge eingeklebt. Die grossen rohen Räder wurden auf einem Alu-Dorn befestigt. Der grosse Alu-Dorn leitet die am Reifen durch das Drehen entstehende Wärme ab. Der Reifen muss am Dorn aufliegen da er an sich mit dem Radstern (wegen dem Klebstoff) isoliert verbunden ist! Beim Bearbeiten eines Rades mit dem kleinen Messingdorn (für die Laufräder) hat sich der Klebstoff infolge der Hitze im Reifen gelöst und muss noch überarbeitet werden.
Geklebt und überdreht (Jost45)

Die Räder sind nach NEM 310 und NEM 311 bearbeitet
Hallo Florian
Als Maschinen- und Werkzeugquäler fühle ich mich gar nicht. Meine CNC-Fräse habe ich mit dem Ziel gebaut auch rostfreie Radreifen trocken fräsen zu können. Der erste für Trockenfräsung gekaufte Fräser ist beim Fräsen des ersten Radreifens schon «verglüht» da mir der Lieferant falsche Angaben (Schnittgeschwindigkeit, Vorschub und Einstichtiefe) gemacht hat. Der zweite Fräser ist beim dritten Radreifen ausgestiegen da die Wärme im restlichen Flachstahl nicht genügend abgeleitet wurde. Beim Aufspannen des Inox-Flachstahls auf eine Stahlunterlage gings mit dem dritten Fräser bei den restlichen vier Reifen einwandfrei.
Du hast schon recht, beim Bearbeiten von Inox-Stahl ist die entstehende Wärme das Hauptproblem. Wenn man die Wärme gut ableitet oder auch in Etappen arbeitet geht das Fräsen und Drehen gut.
Gruss, Jörg
Nach drei Monaten Gleisbau («Gleisbau Code 200» im Schienendampfforum) bin ich wieder mit den Rädern beschäftigt. Die Messing-Radsterne wurden mit Loctide 638 in die gefrästen Reifenrohlinge eingeklebt. Die grossen rohen Räder wurden auf einem Alu-Dorn befestigt. Der grosse Alu-Dorn leitet die am Reifen durch das Drehen entstehende Wärme ab. Der Reifen muss am Dorn aufliegen da er an sich mit dem Radstern (wegen dem Klebstoff) isoliert verbunden ist! Beim Bearbeiten eines Rades mit dem kleinen Messingdorn (für die Laufräder) hat sich der Klebstoff infolge der Hitze im Reifen gelöst und muss noch überarbeitet werden.
Geklebt und überdreht (Jost45)
Die Räder sind nach NEM 310 und NEM 311 bearbeitet
Hallo Florian
Als Maschinen- und Werkzeugquäler fühle ich mich gar nicht. Meine CNC-Fräse habe ich mit dem Ziel gebaut auch rostfreie Radreifen trocken fräsen zu können. Der erste für Trockenfräsung gekaufte Fräser ist beim Fräsen des ersten Radreifens schon «verglüht» da mir der Lieferant falsche Angaben (Schnittgeschwindigkeit, Vorschub und Einstichtiefe) gemacht hat. Der zweite Fräser ist beim dritten Radreifen ausgestiegen da die Wärme im restlichen Flachstahl nicht genügend abgeleitet wurde. Beim Aufspannen des Inox-Flachstahls auf eine Stahlunterlage gings mit dem dritten Fräser bei den restlichen vier Reifen einwandfrei.
Du hast schon recht, beim Bearbeiten von Inox-Stahl ist die entstehende Wärme das Hauptproblem. Wenn man die Wärme gut ableitet oder auch in Etappen arbeitet geht das Fräsen und Drehen gut.
Gruss, Jörg