Bohrungen für Kurbelzapfen der Stangen:
Ich weis nicht ob an anderer Stelle im Forum ähnliches oder gar gleiches berichtet. Ich habe geschaut aber vorerst nichts gefunden, vielleicht weis der eine oder längerer Forumangehörige da mehr. Ich stell meine Vorgehensweise trotzdem mal kurz vor vielleicht gibt es noch etwas neues.
Die Bohrungen in den Rädern für die Kurbelzapfen der Stangen müssen senkrecht zur Radscheibe verlaufen oder parallel zur Achse und der Achse der Lauffläche. Der Abstand von Radmitte zur Mitte Kurbelzapfen muss bei allen Rädern gleich sein welche auf einer Seite laufen. Und der Winkel um den der rechte Kurbelzapfen dem linken versetzt ist muss bei allen drei Achsen gleich sein. Ein Winkel von 90° ist anzustreben muss aber nicht sein, 89° oder 91° würden auch funktionieren nur gleich müssen sie eben sein.
Um all diese Bedingungen zu erhalten, müsste eine Vorrichtung her.
Diese fertigte ich mir selbst:
Zwei starke Blechblatten (t = 20mm) miteinander im Winkel von 90° fixieren. Die beiden Bohrungen mit dem Kurbelradius x einbringen, bohren und reiben. Den Durchmesser der Bohrungen so bemessen das ein Zentriebohrer mit Durchmesser h9 am Schafft saugent passt (bei H7 Bohrung)!
Vorrichtung_5 (Steffel)
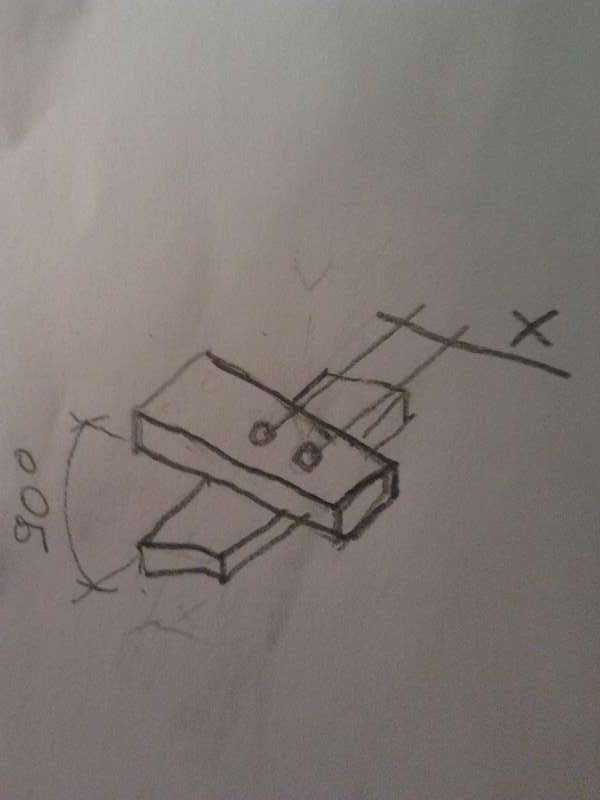
In die mittlere Bohrung ein Stift einfügen. Dann die Fixierung aufheben und die obere Platte um 90° um Stifft eindrehen (Achtung das ist der Versatzwinkel der Kurbeln). Platten fixieren. Die vier Bohrungen an den Ecken bohren und reiben. Die Abstände sind nach Freimaß tolleriert.
Vorrichtung_4 (Steffel)
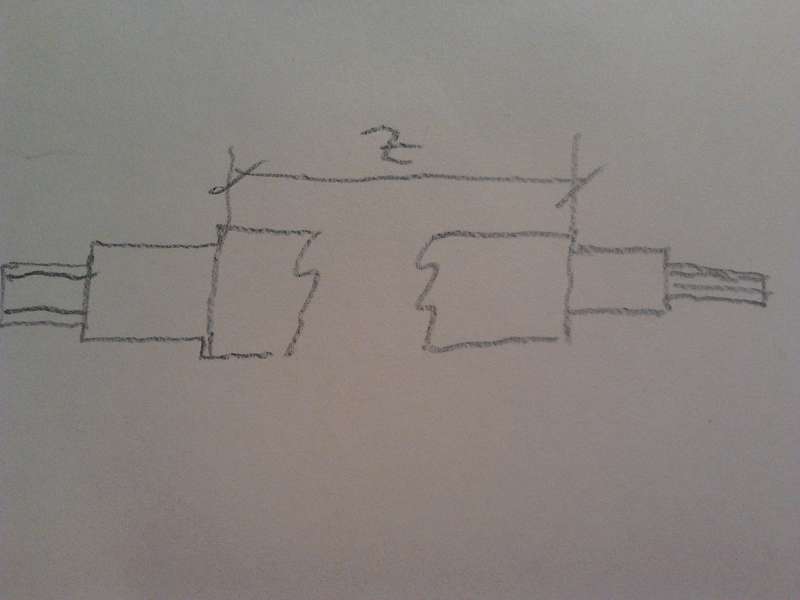
Nun vier Ständer drehen mit Anzugsgewinde und Presspasssitz für die vier Außenbohrungen der jeweiligen Platte. Das Maß Z sollte so genau wie möglich bei allen gleich sein, die Ständer Spitze-Spitze drehen damit die beiden Passsitze zueinander laufen.
Vorrichtung_1 (Steffel)
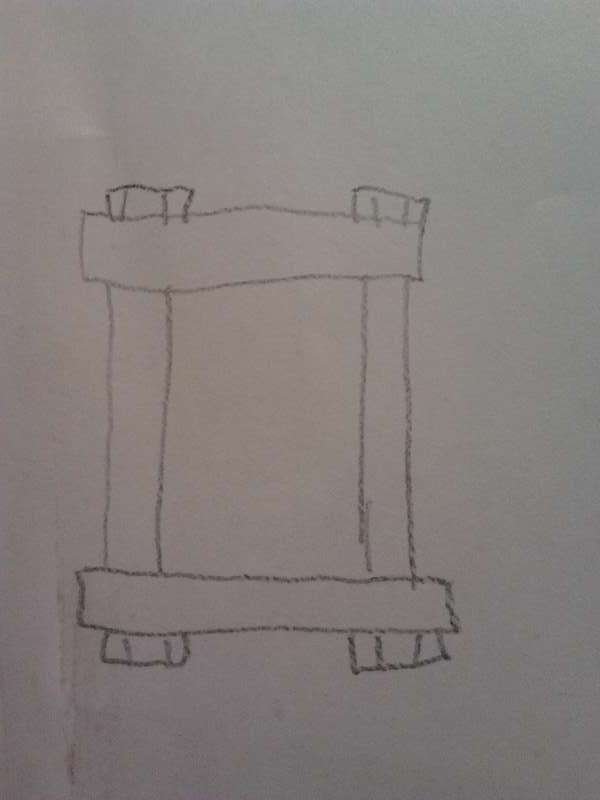
Platten mit Ständer montieren.
Vorrichtung_2 (Steffel)
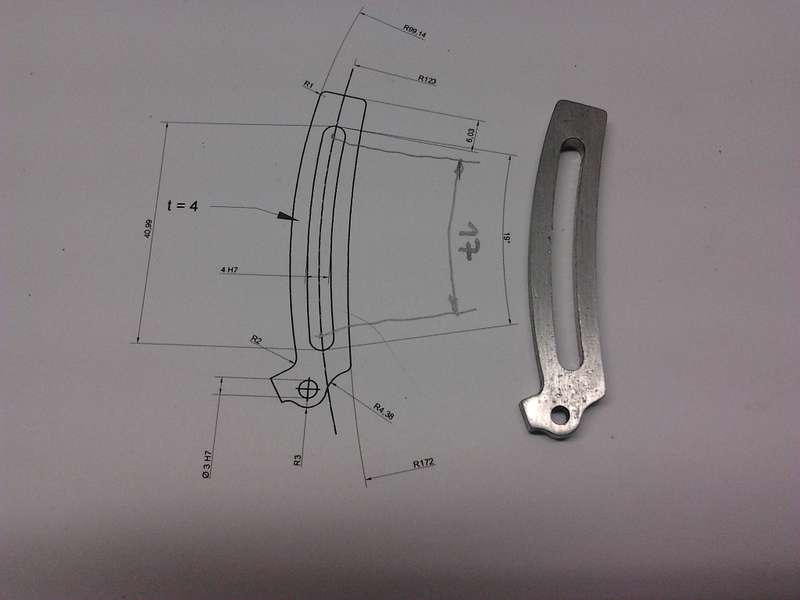
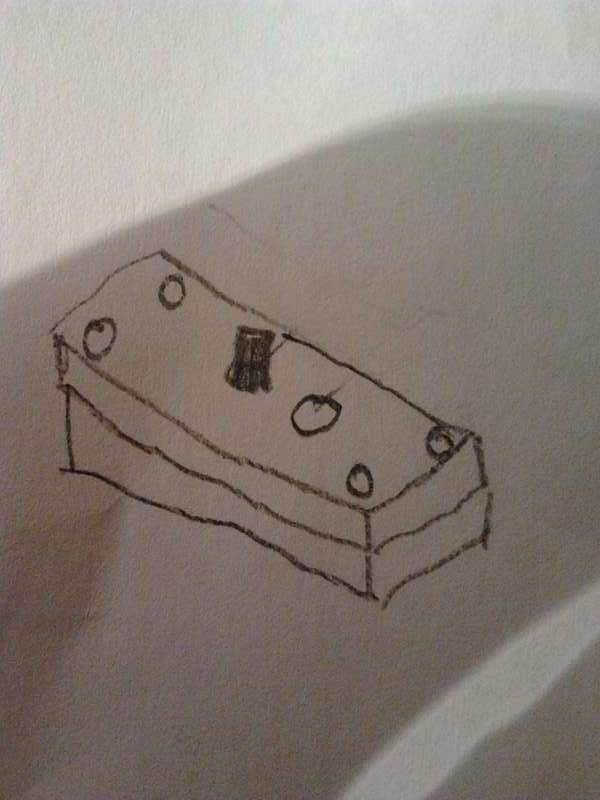
Dann Zentrierhilfen drehen, letztlich sind dies ein Stück Rund mit Kegeliger Spitze welche dem Winkel einer Zentrierung entspricht. Der Außendurchmesser vom zylintrischen Teil sollte wieder zu den Bohrungen eine Übergangspassung hin zur Spielpassung bilden (leicht straffer Sitz). Wichtig:den Kegel an den Zentrierhilfen und den zylindrischen Teil in einer Aufspannung drehen. Auch kein passendes Rund nehmen und nur den Kegel andrehen, immer beachten das Kegel und zylintrischer Teil zueinander koaxial laufen.
Nun die Vorrichtung aufspannen. In die Bohrung wo vorher der Stifft wecher die Drehachse bei der Fertigung der Platten bildete kommt in die untere und obere Platte eine Zentriehilfe. Dazwischen wird nun die Achse (ich habe Zentrierungen in den Achsen) gespannt.
Vorrichtung_3 (Steffel)
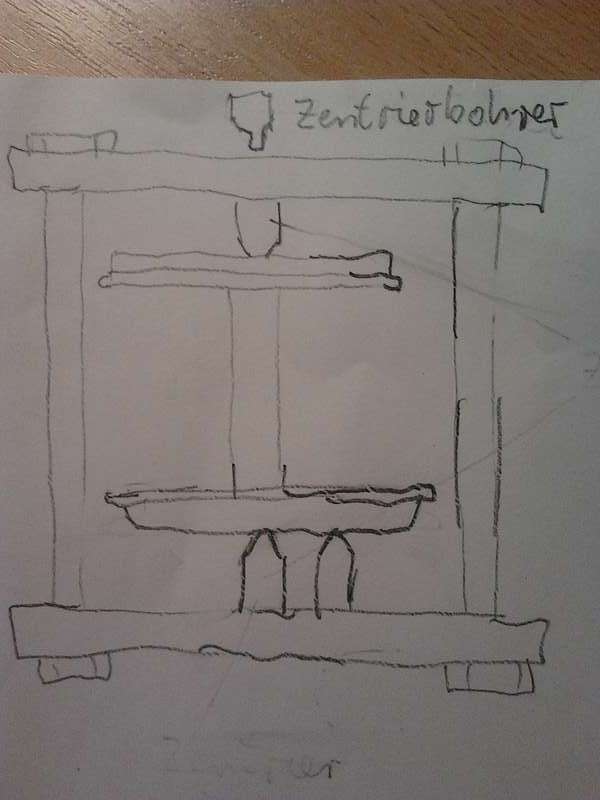
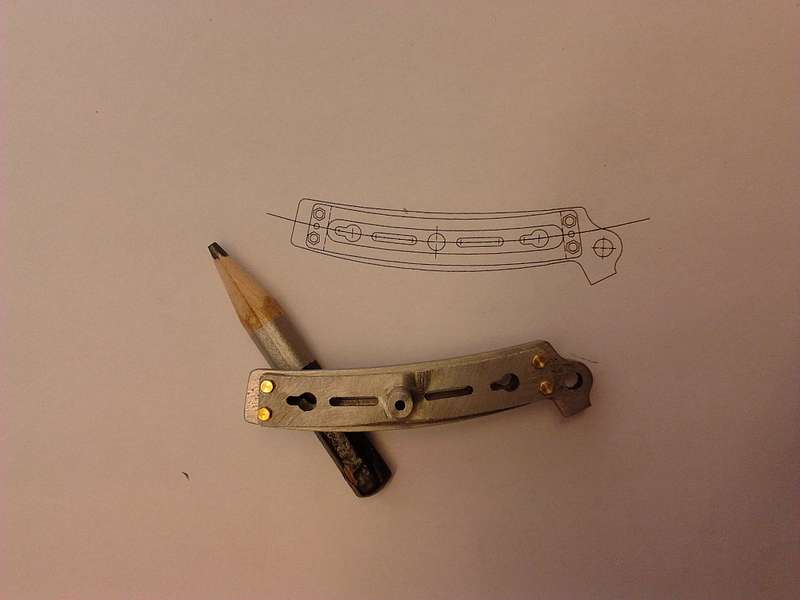
Mit einem Zentriebohrer wird nun durch die zweite Bohrung oben die eine Seite der Radscheibe angebohrt. Der Zentrierbohrer sollte reichlich knapp in der Bohrung geführt werden. Dannach Achse ausspannen und umdrehen und wieder zwischen den fluchtenden Zentriehilfen einspannen. Mit der zweiten Zentrierhilfe, unten, nun die in die soeben angesenkt Bohrung gehen und die Achse auf Position bringen. Jetzt die obere Radscheibe wieder mit dem Zentriebohrer durch die freie Bohrung ansenken.
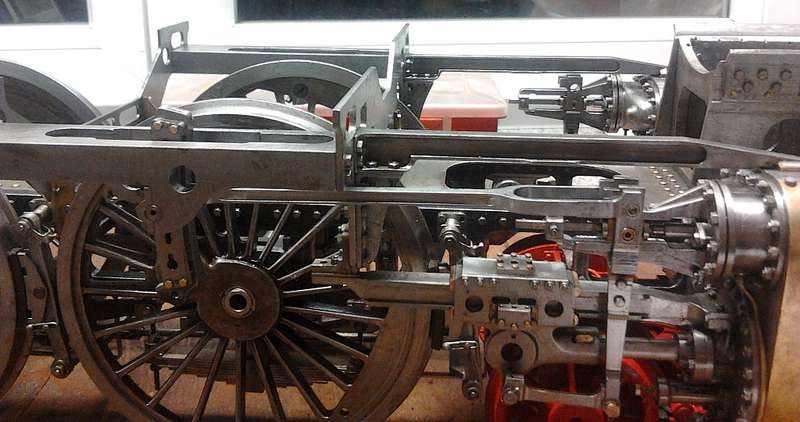
Das Verfahren habe ich mit allen drei Achsen wiederholt. Dadurch hatten alle den gleichen Kurbelradius und Versatzwinkel.
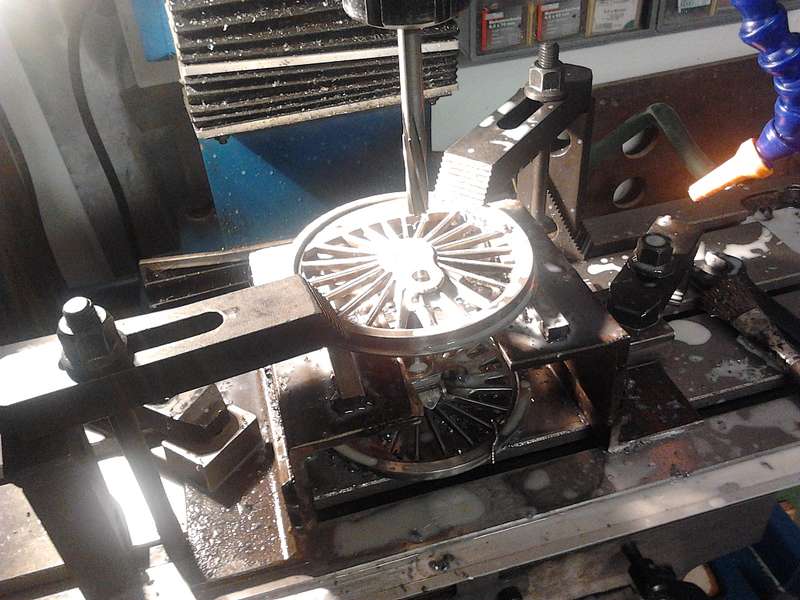
Um die Bohrungen einbringen zu können, baute ich mir eine Aufspannung wo ich den Radreifen auflegen konnte. Der Radreifen muss zur Achse laufen da ich die Achse zwischen die Spitzen auf der Drehmaschine gespannt hatte und dann die Radreifen überdreht hatte, was eine wichtige Vorraussetzung für diese Vorgehensweise ist.
Nach aufspannen der Vorrichtung überfräste ich die Auflagefläche wo die Räder aufgelegt werden sollen um sicher zu sein das diese Fläche senkrecht zur Maschine liegt und somit auch der Radreifen und in Folge die Bohrungsachse=Maschinenachse parallel zur Achse des Werkstückes.
Nun spannte ich eine Zentriehilfe in die Spannzange der Fräse, legte die Achse mit Radreifen auf die Vorrichtung und zentrierte mit der Spitze der Zentrierhilfe über die Zentrierbohrung im Rad die Achse selbst. Nachdem das Rad festgespannt war konnte ich bohren/reiben.
Vorrichtung_6 (Steffel)