Seite 7 von 10
Re: RhB G34 Nr. 3 "Davos"
Verfasst: Di 10. Sep 2013, 20:44
von Tobi
Hallo Volker,
volkerS hat geschrieben:Bei komplexen Teilen ist eine mechanische Fräse mit digitalen Maßstäben oft einer CNC-Fräse überlegen.
da ich beruflich an einer 5-Achs CNC-Fräse arbeite, kann ich darauf klar antworten: Keinesfalls. Im Gegenteil.

Auf einer CNC-Fräse mit 4 oder besser 5 Achsen (zusätzliche Schwenkachsen) kann man solche Teile wie z.B. den Voreilhebel problemlos in einer Spannung fertigen. Daher wäre für mich das wichtigste Zubehör einer Hobby-CNC-Fräse eine vierte Schwenkachse in Form eines Rundtisches oder gleich ein Schwenktisch mit 2 Achsen.
Wobei sowohl die CNC als auch die konventionelle Fräse nur so gut wie ihr Bediener ist.
Und das was Ernst hier zeigt, ist erstklassig! Sauber gemacht

Re: RhB G34 Nr. 3 "Davos"
Verfasst: Mi 11. Sep 2013, 00:51
von UPW
Hallo Tobi,
kurze Nachfrage, gibt es solches "Zubehör" für die gemeine Hobby-CNC Fräse, oder ist damit die Auswahl schon eingeschränkt ?
Obwohl ich keinerlei Ahnung von der Materie habe, "ein Schwenktisch mit 2 Achsen" bedeutet wohl eine Fräse eine Nummer größer, um der Mimik Platz zu bieten.
Kannst Du (einen) Hersteller nennen, der so was im Programm hat ? Werden 5 Achsen von den gängigen Programmen unterstützt ? Ist das Zubehör zum gelegentlichen Betrieb, oder sollte das fest installiert bleiben ?
OK, kurze Nachfrage ist untertrieben, aber über ein wenig Info würde ich mich freuen.
Gruß,
Uwe
Re: RhB G34 Nr. 3 "Davos"
Verfasst: Mi 11. Sep 2013, 05:14
von volkerS
Hallo Tobi,
eine 5-Achsen CNC-Fräse (vielleicht noch gleich mit 24er Werkzeugwechsler) ist natürlich in der Lage komplexeste Teile zu fertigen. So ein Teil steht auch bei meinem Arbeitgeber aber leider nicht in meinem Bastelkeller. Mein Vergleich bezog sich daher auch auf das, was realistischer ist; 3-Achsen CNC-Fräse. Vielleicht noch mit einer 4-Achse ausgerüstet. In einem gebe ich dir aber vollkommen recht. Das Ergebnis, egal ob manuelle oder CNC-Fräse, ist nur so gut wie der, der die Maschine bedient.
Volker
Re: RhB G34 Nr. 3 "Davos"
Verfasst: Mi 11. Sep 2013, 15:54
von Davaaser
Hallo Uwe,
falls du bei Euromillions gewinnst, wüsste ich da eine Kleinigkeit für den
Bastelkeller......
http://www.haascnc.com/mt_spec1.asp?id= ... E_MILL_VMC
http://www.haascnc.com/mt_spec1.asp?id= ... _RT_ROTARY
Spass beiseite, mehr als 3 Achsen wird richtig teuer und rechnet sich wohl nie
für den Hobbykeller, ausser du bist ein begnadeter Tüftler und kannst es selber
bauen/einrichten.
Ich habe nie eine Metaller-Ausbildung genossen, muss aber sagen, dass mein
Sohn eine gute Polymechaniker-Ausbildung hatte und manchmal mir mit Rat
beisteht (und auch schon die Beratungsresistenz von mir spüren durfte, am Schluss hatte er recht...)
Grüsse,
Ernst
Re: RhB G34 Nr. 3 "Davos"
Verfasst: Mi 11. Sep 2013, 16:25
von Tobi
Hallo Uwe,
es gibt Rundtische zum Nachrüsten, damit bekommt man zumindest eine 4. Achse. Google liefert da genügend Infomaterial.
Auf dem Wunschzettel steht die
GP10050 von Auracher Lasertechnik, kombiniert mit einem Rundtisch RT150 oder RT200 von Optimum. Das wäre eine halbwegs bezahlbare CNC-Fräse in erstklassiger Qualität mit der Option einer 4. Achse. Träumen darf man ja noch...
Jetzt aber zurück zur G3/4 von Ernst.
Re: RhB G34 Nr. 3 "Davos"
Verfasst: So 15. Sep 2013, 23:54
von Davaaser
Hallo Kollegen,
zurück aus der Werkstatt kann ich Erfolg vermelden....
Meine geniale, bescheuerte Idee des Schiebrstangenkopf konnte
umgesetzt werden

So habe ich mir das gedacht
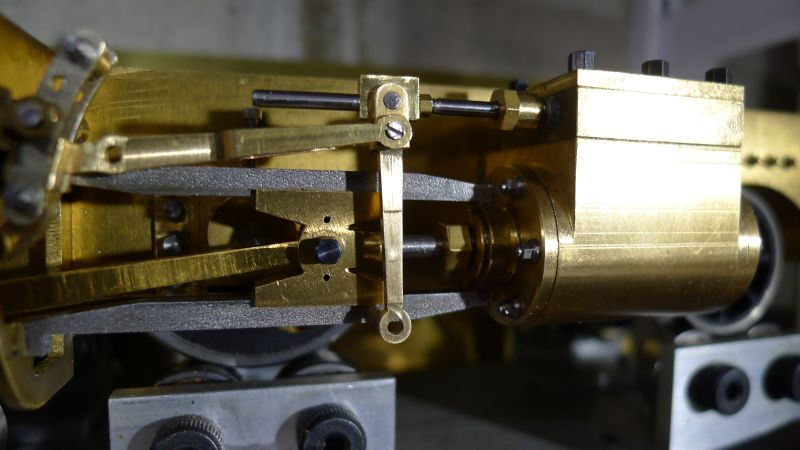
und das versteckt sich dahinter

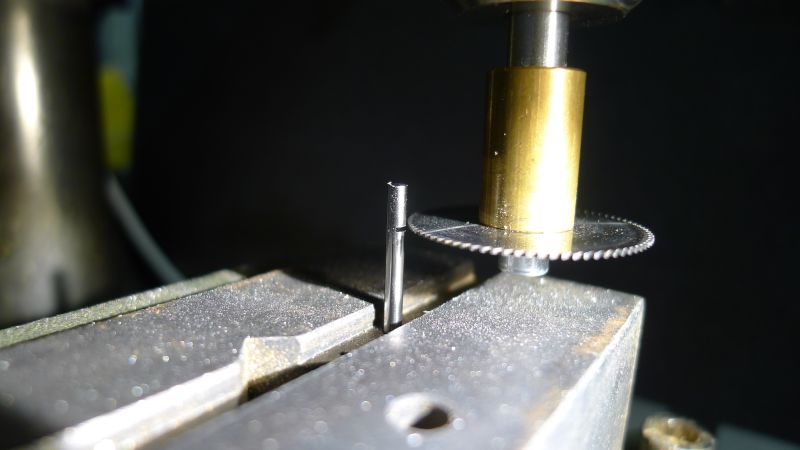
eine brauchbare kleine Kreissäge hilft viel
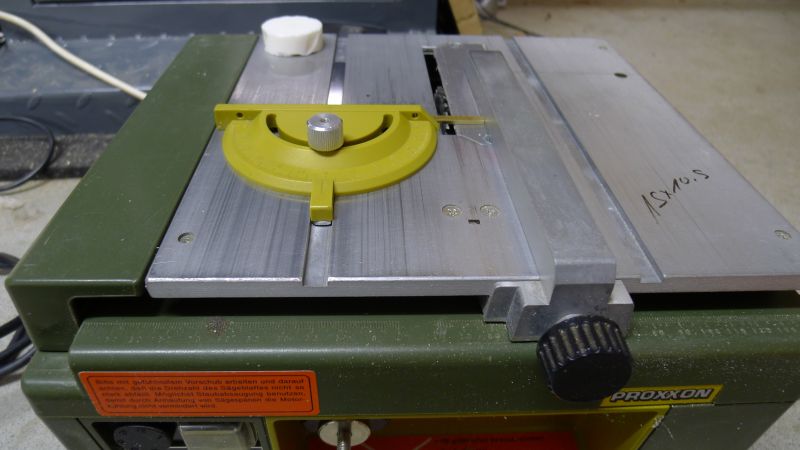
mit den Stahlklötzchen zur Seite beim Eispannen wird es rechtwinklig
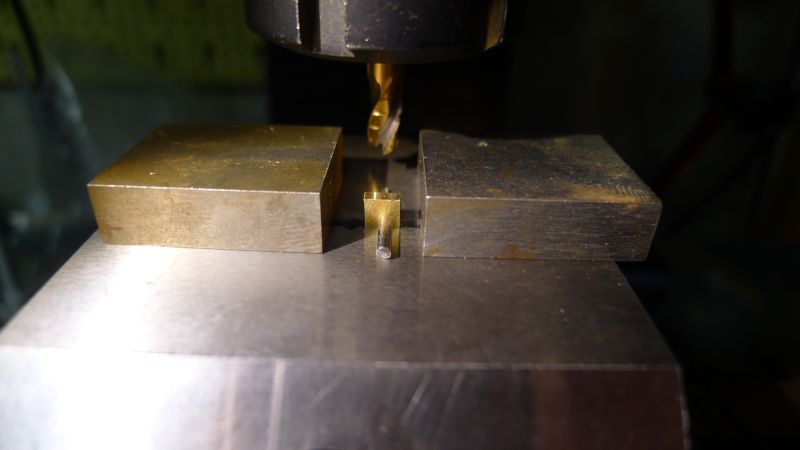
Zum einmitten (optisch) hilft ein 2mm Stück, das Werkstück ist auch 2mm dick
Und ein 1,3mm Loch wird gebohrt (Kerndurchmesser M1,6)
Querbolzen wird abgesägt (dafür reicht meine Proxxon BFW40 noch gut)
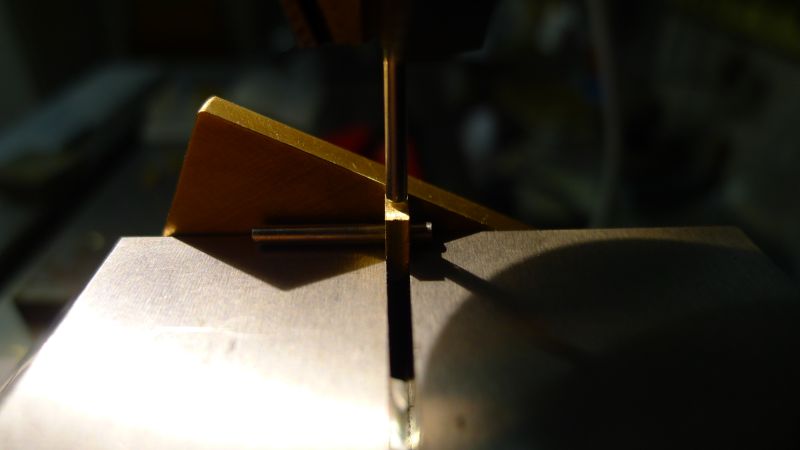
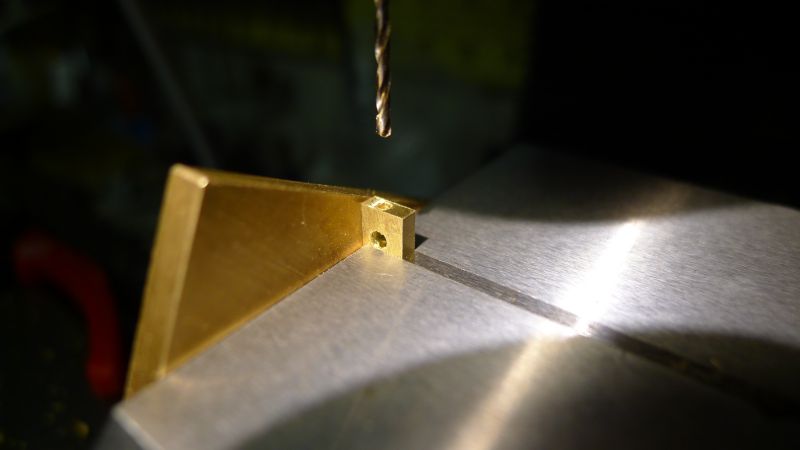
Der Querbolzen muss auch durchquert werden, Bohrhilfe aus Messing

Ohne Spänchen sieht man etwas mehr

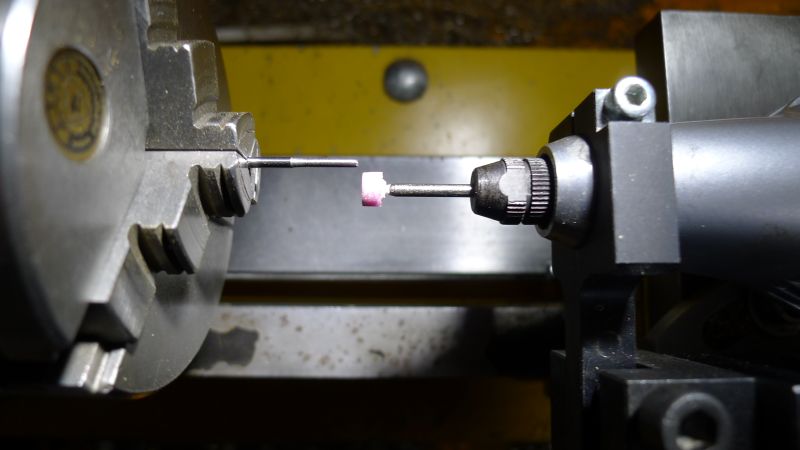
2mm Schieberstange muss auf 1,6mm runtergeschliffen werden, wollte zuerst abdrehen, hat aber immer das Stängelchen verbogen, also schleifen.....
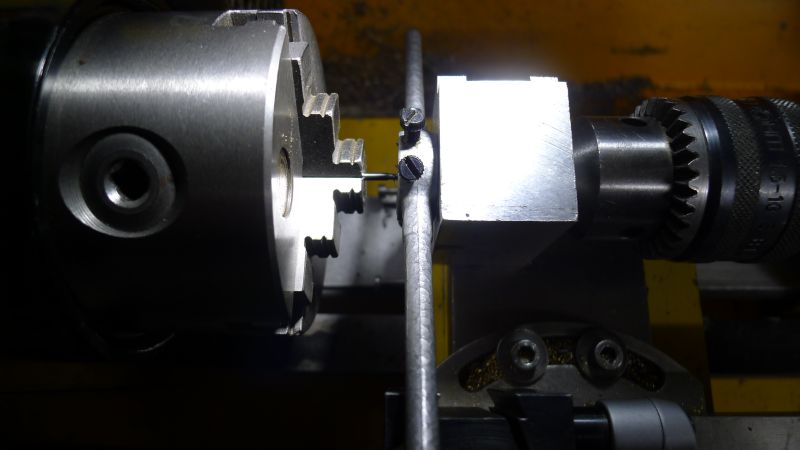
So schneide ich feine Gewinde von Hand, linke Hand dreht Futter, rechte Hand fährt Reitstock nach
2 Stangen mit M1,6 Gewinde, darunter eine verbogene abgedrehte....

Das wars für den Moment, mal sehen wann es weitergeht....
Grüsse,
Ernst
Re: RhB G34 Nr. 3 "Davos"
Verfasst: Di 17. Sep 2013, 10:40
von Janosch
Hallo Ernst,
ich hatte für die BR 03 fast die selbe Idee für den Schieberkreuzkopf.
Ich hatte aber die Idee, in den 2 mm Querbolzen ein M 1.4 Gewinde zu Schneiden, um die Steuerung einzustellen. Mein Schieberkreuzkopf ist etwas kleiner, deshalb wäre das mein Mittel der Wahl gewesen.
Viele Grüße
Janosch
Re: RhB G34 Nr. 3 "Davos"
Verfasst: Di 24. Sep 2013, 22:08
von Davaaser
Und wieder was gebastelt.....
es geht rundum, die Schrauben am Lenkerhebel werden noch ersetzt.....
Der Schieberweg gibt etwa 5mm her, Glück gehabt, brauche ich genau....

Grüsse,
Ernst
Re: RhB G34 Nr. 3 "Davos"
Verfasst: Di 24. Sep 2013, 22:18
von Flachschieber
Hallo Ernst,
das sieht sehr gut aus. Und man(n) muß manchmal etwas Glück beim Bauen haben.
Ich schaff es manchmal trotz allem etwas zu verbocken

Ist zum Glück aber nur Hobby und man lernt einiges draus.
Beste Grüße,
Marco
Re: RhB G34 Nr. 3 "Davos"
Verfasst: Do 26. Sep 2013, 16:31
von Davaaser
Hallo Marco,
man lernt sogar wenn es gelingt...
Frage mich zur Zeit, ob ich beim Kreuzkopf die Nieten (Messing 0.8mm Schaft)
als Verdrehschutz kleben oder weichlöten soll (nur auf dem Deckelchen, will nicht den Kreuzkopf ausbauen...).
Ultimativ müsste ein M1-Bolzen eingeschraubt werden mit M1-Mutter, möglichst mit Splint gesichert
(Spass beiseite, alles kleiner M1,6 ist reine Folter, mache ich nicht freiwillig )
Viele Grüsse,
Ernst