Mahlzeit!
Der erste öffendliche Ausstellungstermin der fertigen Lok rückt unaufhaltsam näher und so war am vergangenen Wochenende nochmal ein Arbeitseinsatz notwendig. Neben einigem Kleinkram stand vorallem der Bau der originalgetreuen Wendeschaltung auf dem Plan.

Beim Einbau des Wendegetriebes hatte ich aus Zeitmangel zunächst den Schalthebel der Schwellenschraubmaschine verwendet. Das ist zwar funktionell, jedoch für einen detailverliebten Perfektionisten nicht ausreichend.

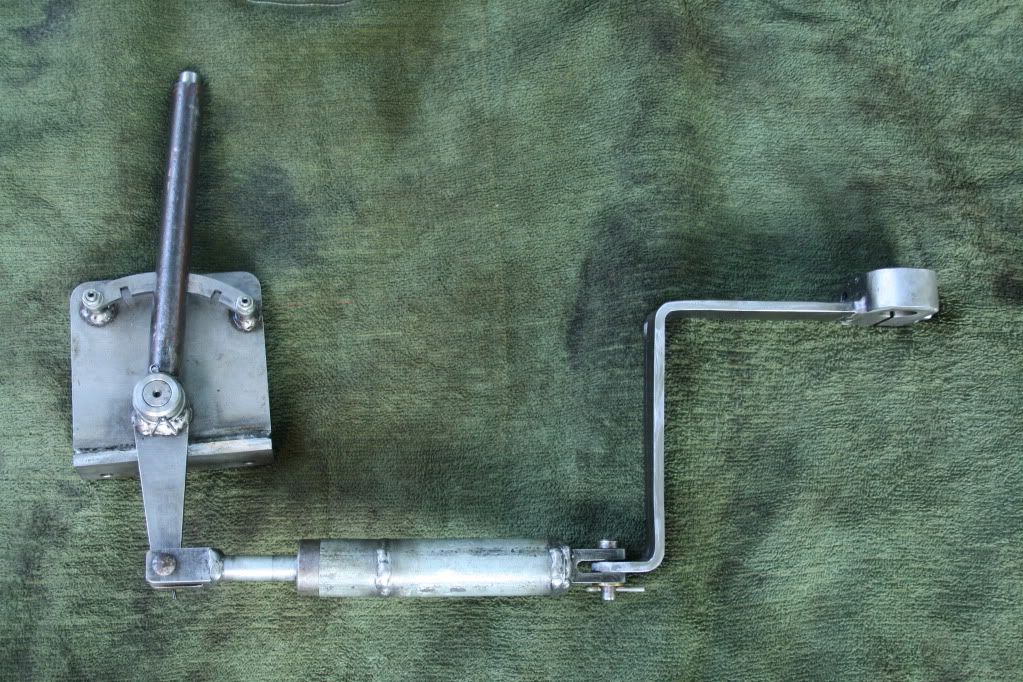
Die Wendeschaltung besteht aus einem Schaltbock mit Wendeschalthebel, einer Schaltstange mit Federhülse und dem Schaltwellenhebel.

Den Schaltbock hatte ich schon vor einiger Zeit angefertigt, nun war zunächst der Wendeschalthebel anzufertigen. Es handelt sich dabei um eine Schweißkonstruktion aus einem gedrehten Lagerauge, einem gelaserten 5 mm starken kurzen Hebelarm und einem langen Hebelarm aus nahtlos gezogenem Rohr mit 12 mm Innendurchmesser und 2,5 mm Wandstärke. Das Rohr bekam einen rechteckigen Durchbruch für das Segment eingefeilt, welches die Schaltstellungen festlegt.
Im Rohr gleitet eine gedrehte Druckstange, die am unteren Ende eine Gabel mit Querbohrung besitzt. Darin ist ein gehärteter Zylinderstift eingeschlagen, der in die Aussparungen des Segments einrastet. Dazu befindet sich unter der Druckstange eine Schraubenfeder. Da keine passende Feder vorrätig war, wurde sie kurzerhand aus Federstahldraht selbst gewickelt.

Der einbaufertig montierte Schaltbock. Ein Stellring mit Splint sichert den Wendeschalthebel axial auf dem Zapfen des Bockes.

An den Schaltbock schließt sich die gefederte Wendeschaltstange an. Sie besteht aus der eigentlichen Schaltstange mit angeschweißtem Gabelkopf und verstifteter Druckscheibe, zwei Schraubendruckfedern, einer Verschlußschraube, sowie der Federhülse mit Gabelkopf. Durch die Federung wird ein Einkuppeln auch dann ermöglicht, wenn die Schaltklaue mit dem Gegenstück im Wendegetriebe Zahn auf Zahn steht.

Die Hülse wurde aus 1"-Rohr gefertigt, wobei der Teil mit dem Innengewinde für die Verschlußschraube wegen des zu geringen Spindeldurchlasses meiner Drehmaschine als separates Stück angeschweißt werden musste. Am anderen Ende befindet sich ein gedrehter Hülsenkopf mit angeschweißter Gabel. Wie üblich habe ich die Gabelköpfe aus 16er Vierkantstahl gefeilt.
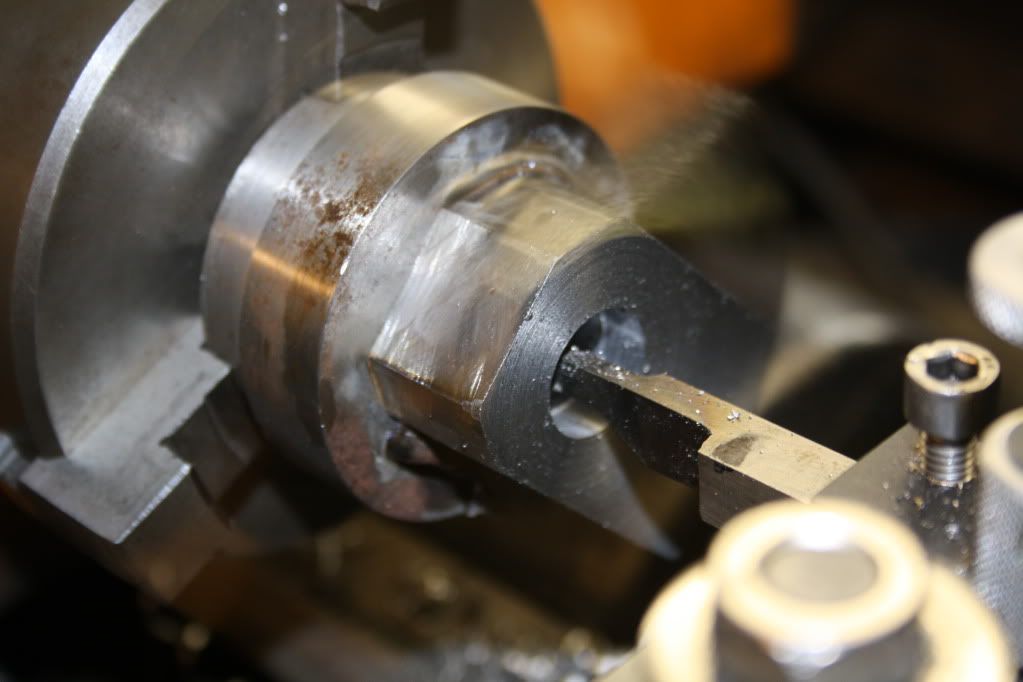
Für den gekröpften Schaltwellenhebel wurde ein Kopf aus Vierkantstahl 20x35 geschnitten. Der Kopf ist geschlitzt und wird mit einer Klemmschraube auf der Schaltwelle befestigt. Da ich keine Möglichkeit hatte eine 18H7-Bohrung auf der Ständerbohrmaschine zu fertigen, blieb nur das Ausdrehen auf der Drehmaschine. Dem widerum stand das Fehlen eines Vierbackenfutters entgegen. Also habe ich den Rohrling auf ein Drehteil aus der Restekiste geschweißt und konnte ihn so im Dreibackenfutter spannen.

Anschließen wurde die Gewindebohrung für die Klemmschraube gefertigt und der Kopf mit einer dünnen Trennscheibe geschlitzt. Der eigentliche Hebel besteht aus 5 mm starkem Flachstahl von 35 mm Breite und ist mit dem Hebelkopf verschweißt. Abgekantet wurde mit dem Handhammer im Schraubstock.
Am Sonntag morgen gegen 3.30 Uhr war die Baugruppe fertig und wurde vor dem Einbau probehalber vormontiert. Danach ging es für 4 Stunden ins Bett.

Nach dem Frühstück wurde die Lok in der Werkstatt aufgebockt und die Rückwand mit der Sitzbank demontiert. Anschließend erfolgte die Montage des Schaltwellenhebels.

Dann erfolgte der Einbau der Schaltstange, wegen der beengten Platzverhältnisse ein ziemliches Geduldspiel.

Zuletzt konnte auch der Schaltbock montiert werden.

Erst jetzt konnte das Gestänge so eingestellt werden, dass die Mittelstellung des Wendeschalthebels auch mit der Mittelstellung der Schaltwelle übereinstimmt. Dazu wurde der Schlitz im Schaltwellenhebelkopf mit der Meißelhieb auf dem Wellenende in Übereinstimmung gebracht. Die Schaltstellungen Vorwärts - Mitte -Rückwärts wurden anschließend mittels Durchdrehen des Getriebes per Hand geprüft. Der Schaltwellenhebel ist mit der Schaltwelle über die Klemmschraube kraftschlüssig verbunden. Um die Position des Hebels auch nach einer Demontage festzulegen wurde in der Trennfuge eine axiale Bohrung hergestellt und ein Paßstift eingeschlagen.

Damit war die Wendeschaltung komplett und ich konnte mich einigen Kleinigkeiten widmen, die noch auf dem Arbeitsplan standen.

Die Öleinfüllschraube des Wendegetriebes erhielt eine Bohrung und einen Peilstab.

Der Peilstab wurde aus einem Stück gedreht und besitzt am Griffstück eingedrehte Rillen, da ich kein Rändelwerkzeug besitze.

Weiterhin wurde ein aufsteckbarer Sitz gebaut, bislang mußte man auf der Kante der Rückwand sitzen, was auf die Dauer nicht sonderlich komfortabel war. Um den Gesamteindruck eines maßstäblichen Modells nicht zu trüben wird der Sitz nicht fest montiert. Aus Flacheisen wurde zunächst ein Konsol für den Sitz geschweißt, den man an der Rückwand einhängen kann.

Darauf wurde dann die Sitzbank mit Schloßschrauben befestigt.

Eine feldbahntypisch improvisierte Lösung.

Anschließend fanden ausgiebige Probefahrten statt, von denen es an dieser Stelle nur ein Video gibt.
http://www.youtube.com/watch?v=mZ9_8Or7IQQ
Damit ist die Lok bis auf die fehlenden Seitenbleche fertig. Die Lackierung wird erst nach dem Ende der nun beginnenden Erprobung und dem Abstellen der Kinderkrankheiten erfolgen.
Die Lok wird am 03.und 04. Oktober erstmals in kompletten Zustand auf der Modellbahnausstellung beim Herbstdampf der Waldeisenbahn Muskau in Weißwasser zu sehen sein.
Gruß Sven














