Moin,
bislang hatte ich nach einem Fräserwechsel mit Hilfe einer Alufolie den Fräser auf dem jeweiligen Material auf Z="0" gesetzt.
Gestern gab Steffen die richtigen Parameter für den Höhentaster in Mach3 ein.
Jetzt gibt es folgenden Ablauf:
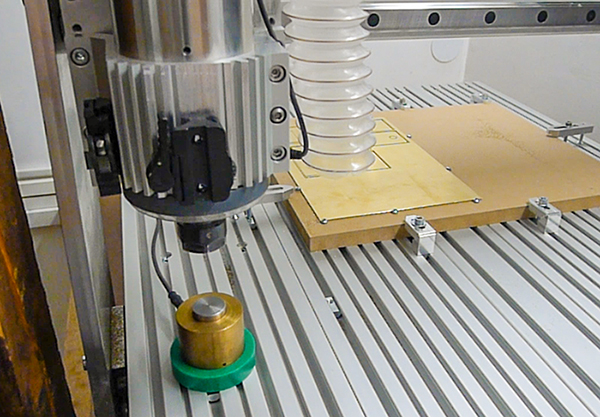
1. Den Höhentaster auf das zu fräsende Material setzen und den ersten Bohrer oder Fräser mittig darüber positionieren. Wie z.B.
hier
2. In Mach3 die Höhenmessung automatisch durchführen lassen.
(Mach3 kennt die Höhe des Tasters - er wurde zuvor einmalig mit Hilfe der Alufolie vermessen). Jetzt ist die Oberfläche des Materials genullt.
3. Den Höhentaster wieder auf den grünen Sockel positionieren.
4. G-Code-Datei in Mach3 laden.
5. Die Spindel fährt auf den vordefinierten Werkzeugwechselpunkt
(Hier beginnt der Videoclip - die Spindel bleibt bei Sekunde 3 stehen, es erfolgt normalerweise der Werkzeugwechsel per Hand...)
6. Bohrer oder Fräser manuell wechseln
(im Video nicht gezeigt),
7. In Mach3 auf das "OK"-Fenster klicken.
8. Die Spindel fährt zum Messpunkt (grüner Sockel) und gleicht bei einem Werkzeugwechsel die jeweilige Werkzeuglänge in Mach3 an.
9. Das erste Werkzeug führt seinen Job aus.
Das wiederholt sich automatisch solange, bis der gesamte Fräsjob erledigt ist.
Hoehentaster_an_P1 (fspg2)
 Ein Klick auf das Bild spielt das Video ab!
Ein Klick auf das Bild spielt das Video ab!
Inzwischen habe ich den Verfahrweg noch etwas optimiert, so dass nach Punkt 8 die Spindel direkt zum Fräsjob fährt!
Es macht Spaß zuzusehen, wie von Geisterhand die jeweils neue Werkzeuglänge ins Programm eingetragen wird. Kein mühsames Antasten mit dem Handrad oder den Pfeiltasten und Alufolie mehr