
ich soll euch etwas über den Umbau meiner Fräse auf einen neuen Fräsmotor erzählen. Also dann mal los
Meine Fräse ist eine Wabeco F1210 umgebaut auf CNC. Mit dem originalen Fräsmotor wurde ich nie so richtig warm, der Motor dagegen sehr. Insbesondere nach mehr als 3h Dauerfräsen konnte man Spiegeleier darauf braten, außerdem war mir die Drehzahl viel zu niedrig.
Der neue Motor ist ein Perske KRS 35.1-2D mit 230V (Y), ca. 18.000 (300 HZ) und 800W Belastbarkeit. Bei 24.000 U/min läuft er auch noch problemlos.
Die Vorteile sind:
Negativ dagegen ist der Preis mit über EUR 1300,- und das laute Lüftergeräusch ab 14.000 U/min. Die Lösung gegen den Lärm war recht aufwändig. Ich habe den Lüfter an der Spindel abgebaut und mit einem Lüfter unter dem Tisch über mehrere Abflussrohre verbunden.
Der Lüfter ist ein Pabst RG160-28/12N, Größe 220x220x56mm, Betriebsspannung 12V(dc),
Leistung 21W, Luftdurchsatz 209m³/h, Geräuschpegel 66dB bei Gebläsedrehzahl 2850U/min.
Die Frässpindel ist über eine ALU-Halterung mit der Fräse verbunden. Damit ergibt sich der selbe Abstand Fräser zur vertikalen Führung wie bei der originalen Frässpindel. Die neue Halterung ist kompatibel zur alten, so das an der Fräse sonst nichts verändert wurde. Beim Umbau hat mir Marco sehr geholfen.
Hier sind dann auch Fotos des ganzen Gedöhns mit einem 1mm VHM Fräser:
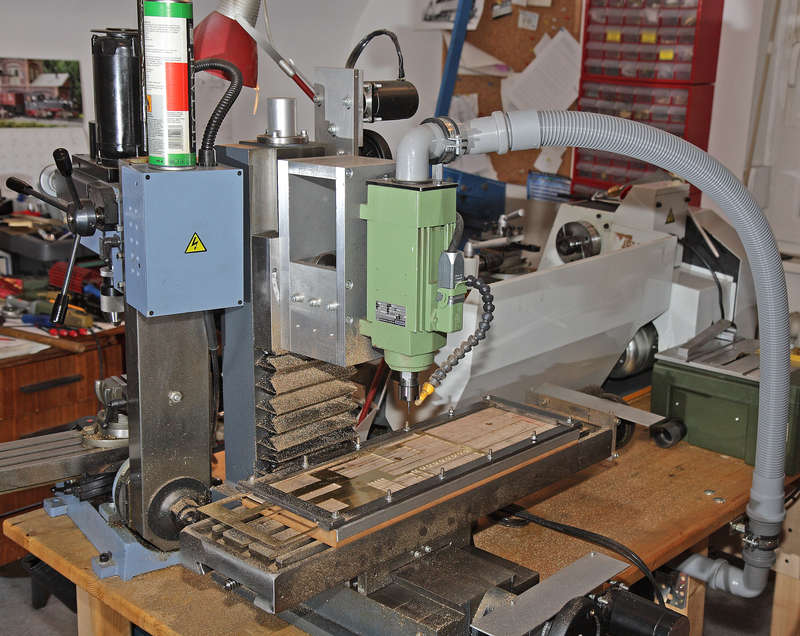
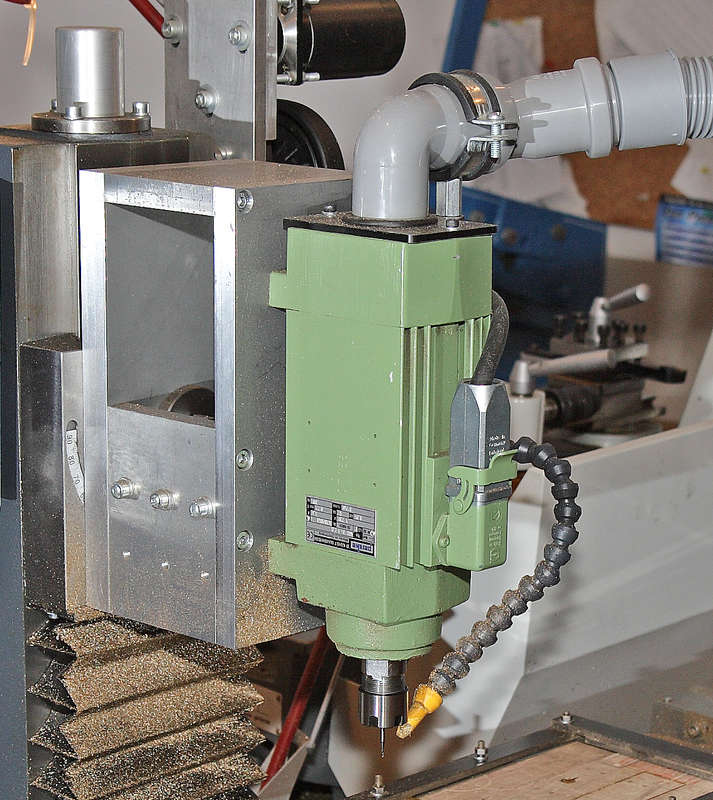
Das Blasdings ist mit einem Kompressor unter dem Tisch verbunden und bläst die Späne aus den Nuten. Außerdem wird der Fräser etwas gekühlt.
Falls in der Werkstatt nur 1-Phasen Wechselstrom mit 230V verfügbar ist (der Normalfall), sollte ein 400V Motor statt im Stern im Dreieck (http://de.wikipedia.org/wiki/Dreieckschaltung) betrieben werden, da der Frequenzumrichter statt 3x 380V wie an Drehstrom nur 3x 230V liefert. Der Motor muss also passend beschaltet sein (bei Perske erhält man den Motor auf Wunsch für 230V in Y gewickelt) oder externe Klemmen haben. Die Beschaltung gilt auch für die Drehbank (siehe unten).
Der ER20 Spannzangenhalter ist bei Perske Teil des Motors und kann nicht demontiert werden. Den Schlüssel und die passende Mutter sollte man mitkaufen, wobei es die Teile auch bei der Hoffmann-Group gibt. Ein Spannzangensatz von durchgängig 1-13mm ist sehr zu empfehlen, um alle Fräser und Bohrer spannen zu können. Bohrer < 1mm kann man nur mit 2mm oder 2,3mm Schaft spannen. Ein Bohrfutter wie bei der Wabeco habe ich nicht vermisst.
Statt Perske werden in Online-Foren immer wieder Elte Frässpindeln empfohlen. Sie sollen leiser und deutlich günstiger sein. Probiert habe ich das nicht, aber es gibt zahlreiche positive Meinungen.
Meine Drehbank ist eine Quantum D250x400. Beim Umbau auf Frequenzumrichter musste auch der Motor gegen einen Drehstrommotor getauscht werden. Da ich in den letzten Wochen dicken Ärger mit meiner Elektrik hatte (wobei die Drehbank vermutlich unschuldig war), habe ich die Kabel und Schalter in der Drehbank entsorgt und eigene eingebaut. Das war nicht verkehrt, denn die Phase oder der Nulleiter am Not-Aus-Schalter der Drehe war locker eingesteckt und rutschte bei Anfassen heraus...
Ich habe nun einen neuen und vertauenswürdigen Not-Aus-Schalter sowie Schalter für den FU eingebaut. Den Drehstrommotor kann ich nun einschalten, Drehrichtung wechseln und mit dem Poti die Drehzahl zwischen 20Hz und 100Hz (50Hz ist Nenndrehzahl) einstellen.

Bezugsquellen:
Spindeln:
Perske: http://www.perske.de/ und http://www.perske.de/pdf/hochtourige_motoren_perske.pdf
Elte: http://www.eltesrl.com/
Lüfter:
http://de.rs-online.com/web/
Frequenzumrichter:
Jeder Umrichter mit 230V Eingang (3x 380V für Leute mit Drehstrom) und Leistung 800W bis 1,4 KW (Maximalleistung je nach Motor) passt. Die Frequenz sollte bis 650Hz gehen. Gut geeignet sind Siemens Micromaster wie z.B. der Micromaster 420 21-5BA1. Ein Blick auf ebay lohnt sich, allerdings muss man die technischen Angaben genau prüfen. Z.b. dieser ist gut (und meiner): http://cgi.ebay.de/ws/eBayISAPI.dll?Vie ... 0218386047
Ganz interessant sind zahlreiche Beiträge in der CNC-Ecke wie http://5128.rapidforum.com/topic=112270408543 mit guter Erklärung von Stern und Dreieck.


