

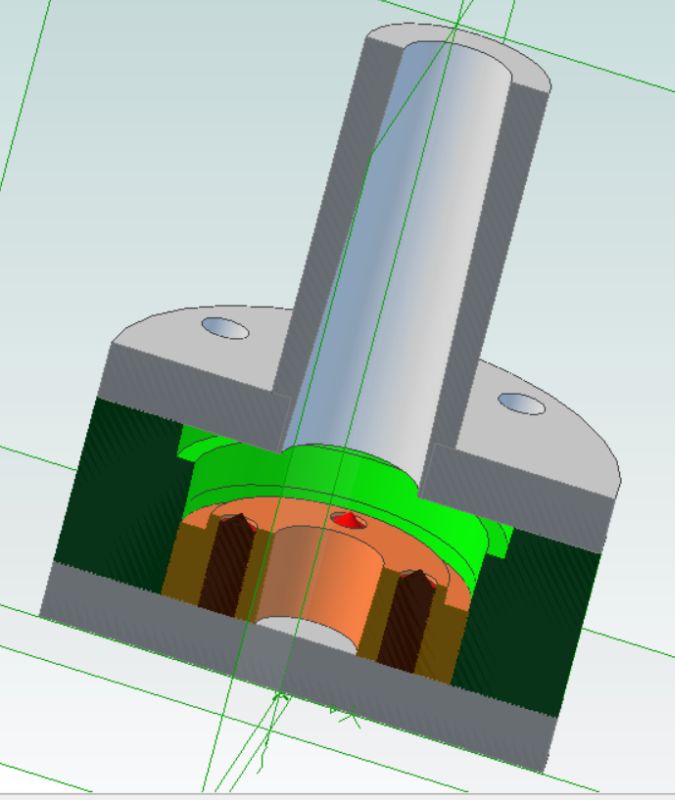
fuer meine Guinness Lok modellbau/viewtopic.php?t=9905 benoetige ich noch einige Wagen. Durch einen Zufall konnte ich einen "Beratervertrag" an Land ziehen, bei dem die Bezahlung in Dienstleistung bei einem Wasserstrahlschneider ausgehandelt wurde. Dieser hat mir dann alle Metallteile fuer 4 Wagen geschnitten. Naechstes Problem waren die Raeder - 32 Stueck an der Zahl. Wir wollten sie in Zamac3 giessen ( https://de.wikipedia.org/wiki/Zamak-Legierung), das sich als recht verschleissfest und einfach zu Giessen erwiesen hat. Unsere bisherige Methode: Urmodell - Silikonnegativ - Silikonpositiv - Gipsform waere bei dieser Anzahl zu aufwendig geworden. Wir haben als Alternative versucht, eine Stahlform zu fertigen. Diese ist aus Automatenstahl (12L14 in den USA) mit Freiwinkeln von 2Grad gefertigt. Der "Schornstein" dient zur Erhoehung des Drucks:
Als Trennmittel wurde Bornitrid aus der Spraydose verwendet. Zamac und Form wurden auf 570C aufgeheizt und dann das fluessige Metall von Schlacke befreit und gegossen:

Die kleine Schale ueber der Form (ein abgesaegter Suppenloeffel aus Edelstahl) hat ein 2mm Loch, damit das Metall genuegend langsam in die Form fliesst, um Lufteinschluesse zu vermeiden. Die Raeder sehen nach dem Guss so aus:

und nach Bearbeitung:

Die Achslager sind uebrigens 3D gedruckt inklusive aller Bohrungen.
Wir koennen etwa 2Raeder/h giessen. Dies passiert so nebenbei, waehrend wir an anderen Teilen arbeiten.
Regards