vor einiger Zeit hatte ich von den gedruckten Urmodellen der Laschen berichtet.
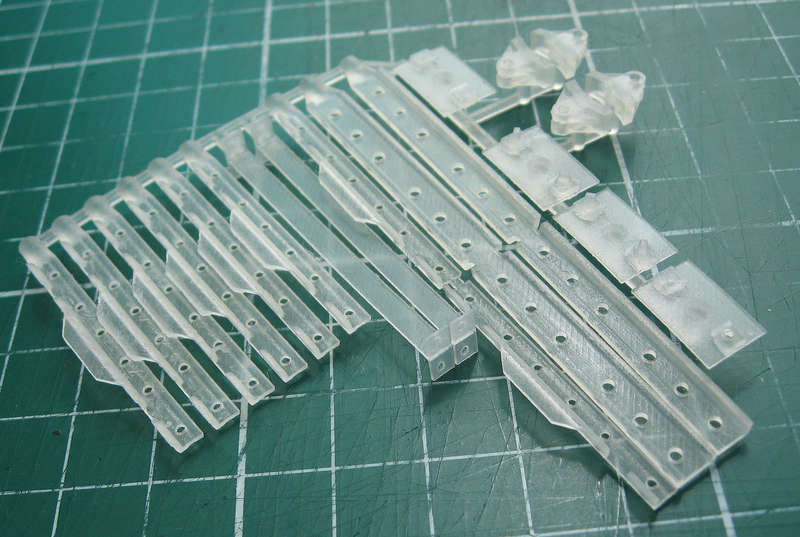
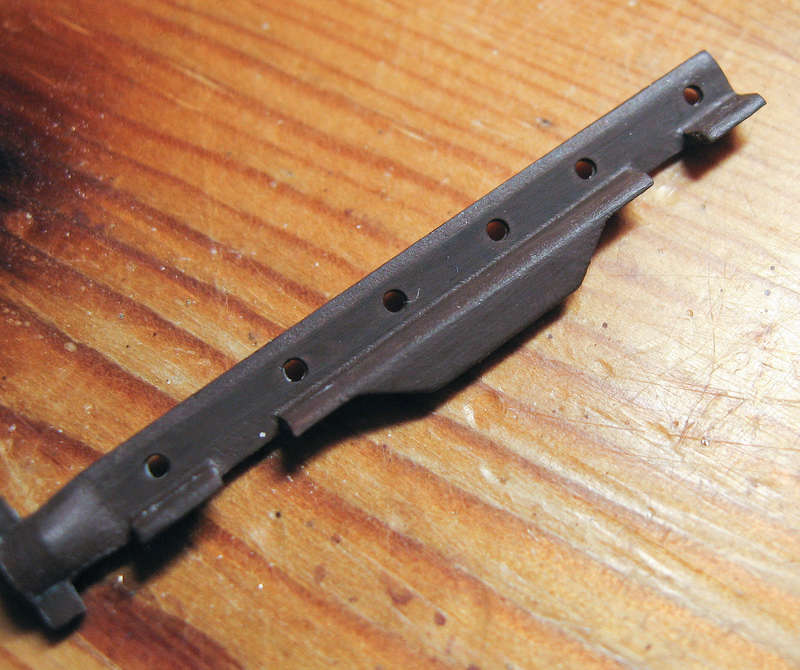
Mittlerweile sind die Messingfeingüsse da. Während die Rillenschienenlaschen gut rausgekommen sind,

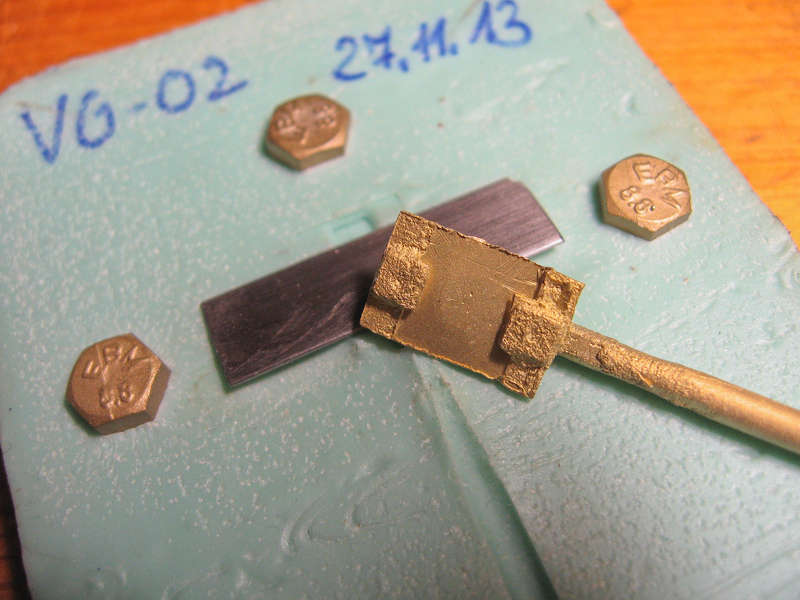
sind die Vignolschienenlaschen ziemlich rauh ausgefallen.
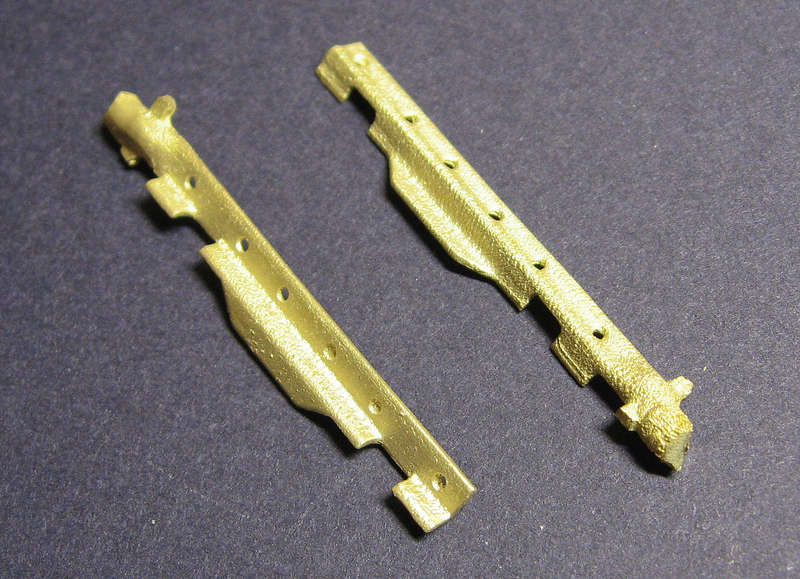
Nach dem ersten Schreck scheinen Sie mir aber doch verwendbar zu sein. Die Schienen sind nur provisorisch verschraubt; ich wollte nur mal testen, wie's aussieht.


Die Urmodelle sind mit Gummi abgeformt worden, das zum Vulkanisieren erhitzt wird. Offensichtlich gibt es dabei eine Reaktion mit den 3D-Druckteilen, die zu der rauhen Oberfläche in der Gummiform führt - ohne dass deswegen das Urmodell selbst beschädigt wird. In diesem Fall kommt die rauhe Oberfläche einer alten Lasche sehr entgegen, aber eigentlich möchte man ja die Dinge so abgebildet haben, wie man sie abliefert. Daher werde ich das nächste Mal ein Urmodell in Wachs drucken und ausschmelzen lassen und das dann erst zum Abformen geben. Die höheren Kosten für den ersten Schritt gleichen den Ärger mit unbrauchbaren Teilen sicher aus.
Schönen Gruß
Volker