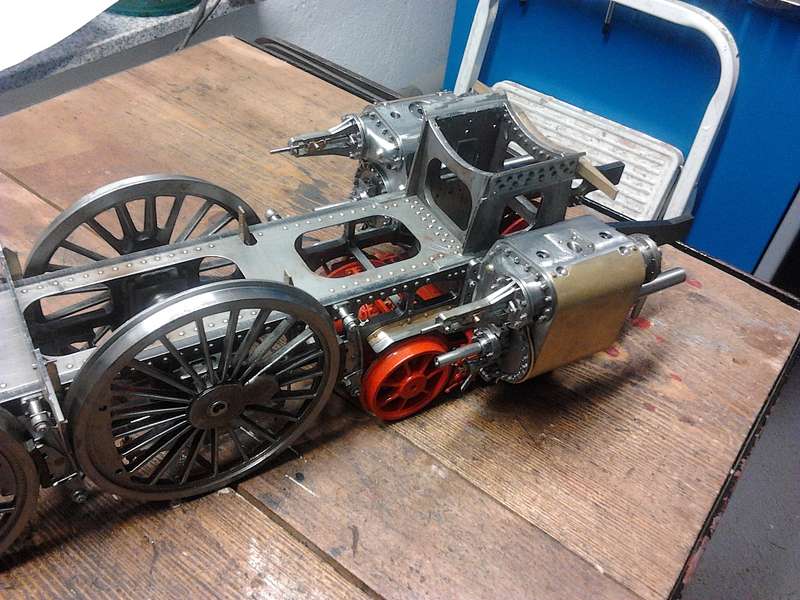
Hallo Janosch, ich hatte vor einiger Zeit die Kurvenläufigkeit ausgerechnet. Über die Kuppel-Treibachse war ein Mindestradius von 3,5m herausgekommen. Der Abstand von vorderer Kuppelachse zum Drehzapfen vorderes Drehgestell machte die Sache schwierig da der Rahmen sich ausstellt. Letztlich kam ein Mindestradius von rund 5m heraus. Ich habe genügent Platz auf dem Grundstück, da werden die Gleisbögen so ausgelegt das die Maschine gut läuft. Ich bin wegen den Zylinden in der Seitenverschiebbarkeit eingeschrenkt. Ich müsste nochmal schauen aber ich dächte das vordere Drehgestell hat eine Seitenverschiebbarkeit von +/- 8mm.
Nachtrag zur Achslagerherstellung;
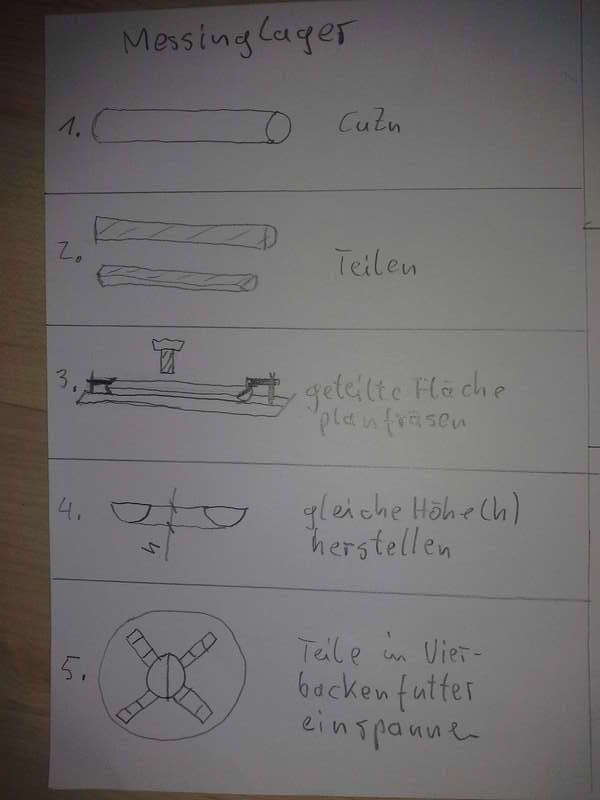
Messinglager:
Für die Herstellung muss ein Messingrund längs geteilt werden. Dann die entstanden Hälften auf der Fräse aufspannen und die gesägte Längsfläche planfräsen. Die Oberflächenrauheit so fein wie möglich, weil sonst beim Löten das Zinn zu weit eindringt. Die Höhe der beiden Hälften muss gleich sein sonst ist das Lager später nicht über die Mitte geteilt.
Nun die beiden Halbzylinder mit den Planflächen aneinander legen und in ein Vierbackenfutter auf der Drehmaschine einspannen, so das ein Halbzylinder immer mit zwei Backen gespannt wird. Dadurch werden die beiden Halbzylinder immer aneinander gepresst. Jetzt die Stirnflächen der beiden Teile zusammenlöten ( mit Flamme aber Weichlot). Wenn man das nicht macht werden die Halbzylinder durch die Zerspanungskräfte auseinandergedrückt und es setzen sich feine Späne zischen die Flächen. Das führt zu keiner Passung und einer ungenügenden Rundheit.
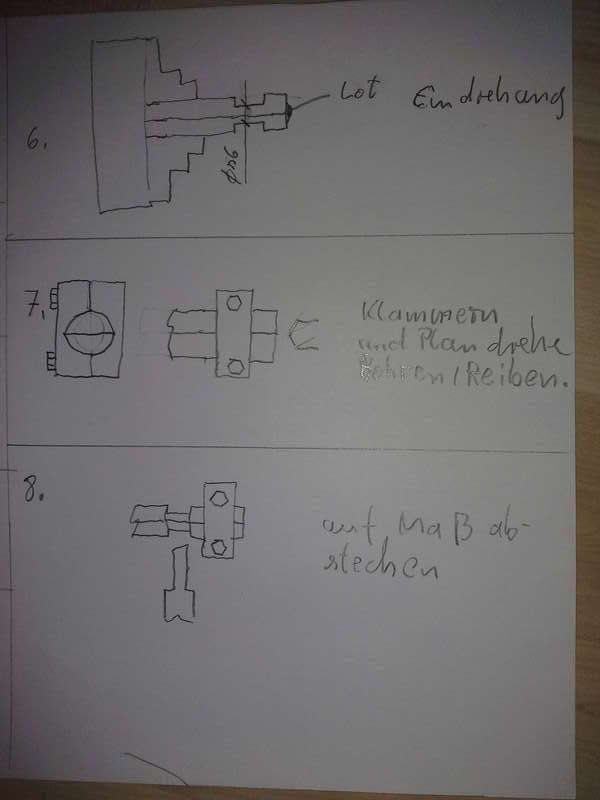
Jetzt zuerst die Außenkuntur herstellen, den Einstich drehen mit linken und rechten Meißel, ich empfehle Naturstahl. Der Sitz bildet eine Presspassung mit dem später zu fügenden Achslagerkörper aus Stahl.
Im Vorfeld muss eine teilbare Klammer gebaut werden welche im Innendurchmesser (mit Reibahle hergestellt) dem Stahlkörper des Achslagers entspricht oder man hat schon den Stahlkörper vom Achslager. Dies montiert man nun in die entstandene Nut so das die Klammer/Achslagerkörper die Halbzylinder verspannt. Jetzt die gelöteten Stirnflächen plan drehen. Dadurch geht zwar der Halt verloren aber den übernimmt nun die Klammer. Jetzt stirnseitig zentrieren und bohren, abschließend reiben. Nun das fasst fertige Werkstück mit einem Stechstahl auf Maß abstechen. Alle Arbeitsgänge in einer Aufspannung durchführen sonst geht die Koaxialität (die Abweichung der gemittelten Achsen von Bohrung zum Außendurchmesser) verloren.
20150118_194212 (Steffel)
 20150118_194237
20150118_194237 (Steffel)
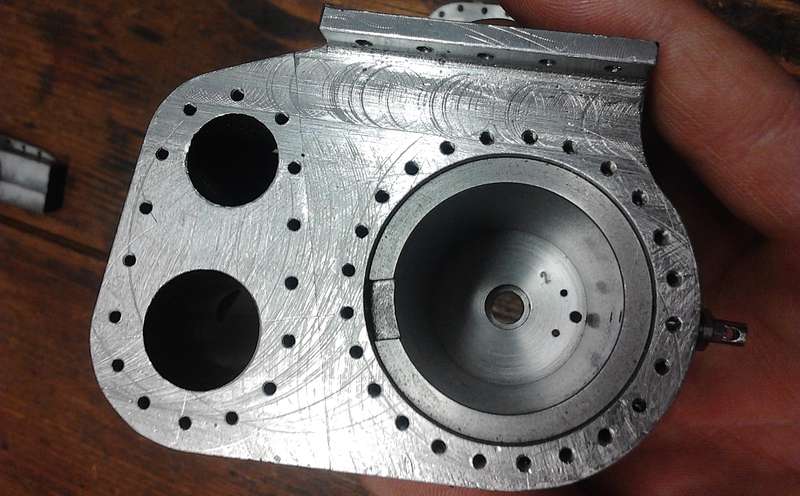
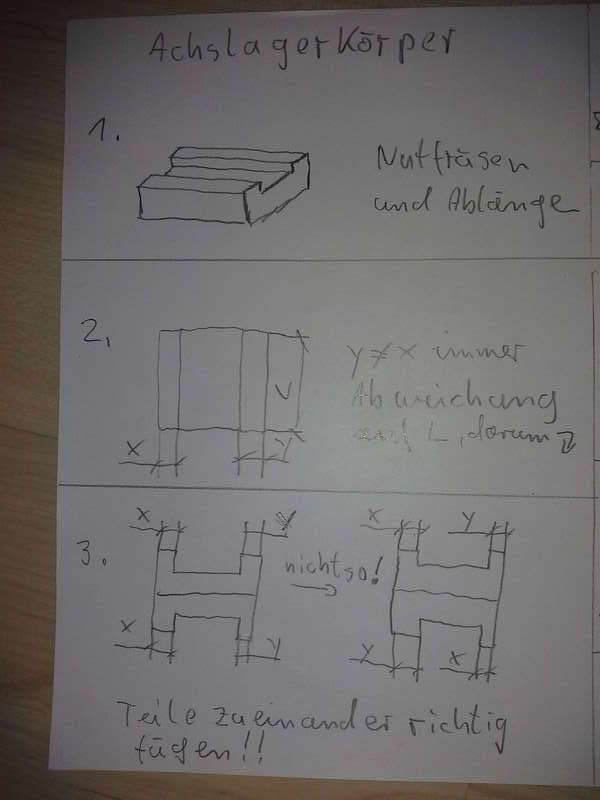
Achslagerkörper:
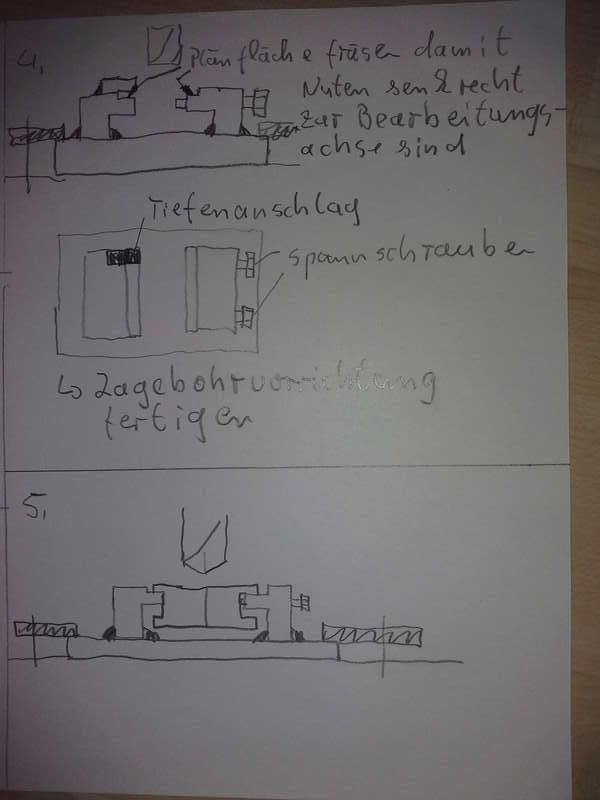
Hier habe ich Vierkantmaterial verwendet, in diese zuerst eine Nut längs einfräßen, dann ablängen. Dann jeweils zwei Hälften zueinander (mit Schlagzahlen kennzeichnen) und die Bohrungen für die Schrauben einbringen. Die Bohrungen in einem Zug einbringen, Teile zusammen lassen. Obacht: da man immer geringe Abweichung bei der Nutherstellung bezüglich der Mitte hat, immer die beiden Hälften richtig zueinander positionieren.
Teile miteinander Verschrauben. Jetzt eine Vorrichtung bauen und diese auf Fräse aufspannen. Dann die Auflagefläche für die Lager planfräsen um zu garantieren das die Bohrungen senkrecht zur Führungsnut im Rahmen verlaufen.
Lager in Vorrichtung aufspannen, bohren und reiben.
Danach die Außenkonturen bearbeiten.
20150118_194254 (Steffel)
 20150118_194305
20150118_194305 (Steffel)