

Herstellung des Originals
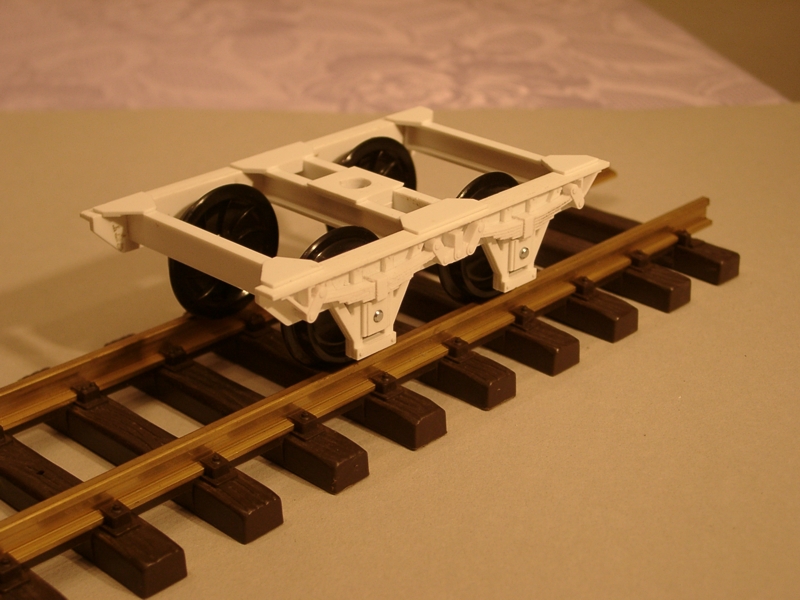
Hier ist praktisch jedes Material geeignet (Einschränkung: zwingend Metall-Original, wenn später die Gussform vulkanisiert werden soll). Aus Kunststoffen oder auch Messing lassen sich gut Originale herstellen, aber auch Wachs, Knetmasse etc. sind grundsätzlich geeignet. Stellt man direkt eine Gussform aus Metall her, kann man sich das Original sparen. Unter phpBB2/viewtopic.php?t=1467&postdays=0& ... sc&start=0 findet man z.B. das Original für die Harzer Drehgestelle, das Prellbock aus Kunststoff gefräst hat. Natürlich wird nicht jeder mit so anspruchsvollen Teilen beginnen.
Stellprobe (Prellbock)
Herstellung der Gussform
Hier gibt es grundsätzlich drei möglichen Methoden. Man kann mit gegossenen oder vulkanisierten Silikonformen arbeiten oder sich Gussformen direkt aus Metall herstellen.
Gussform gegossen aus hitzebeständigen Silikon. Hier sei auf den Kroko-Thread verwiesen, wo dies schon mal beschrieben wurde. phpBB2/viewtopic.php?t=741&postdays=0&p ... c&start=10
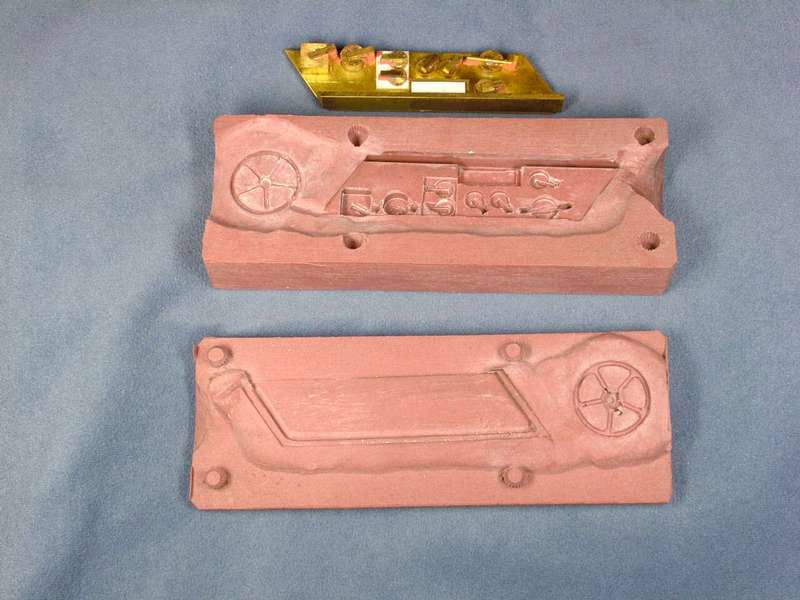
Silikonform für einen Lok-Führerstand (Stoffel)1. Original herstellen. Siehe im Bild unten links
2. Original mit hitzebeständigen Silikon abgiessen. (Das Zeug nicht auf Vorrat kaufen !!! Ca. EUR 45,- / kg und spätestens nach einen Jahr unbrauchbar !!! )
Dazu presst man das Original am besten in Knetmasse ein und hindert das Silikon am weglaufen durch ein Holzrähmchen.
3. Nach einem Tag kann man die zweite Halbform giessen. Wichtig ist aber ein Trennmittel aufzubringen, sonst vulkanisieren die Teile unlösbar zusammen. Bestens geeinget: Mama´s Handcreme (die angebotenen Trennmittelsprays sind reine Geldverschwendung). Man hat dann zwei Halbformen, siehe Bild unten.
4. Nach 4-5 Tagen kann man die Form zum ersten Mal ausgiessen. Dazu sollte man die Formen irgendwie zusammenhalten durch Gummis, Klammern, kleine Schraubzwingen o.ä. ohne jedoch die Form dabei zu verziehen.
Zum Guß verwende ich meist ein Weissmetall mit einem Schmelzpunkt von ca. 250°. Gusstemperatur ca. 300° (sieht man daran, dass das flüssige Metall beginnt gelblich zu verzundern. Zum Erhitzen verwende ich einen alten Suppenlöffel und eine Lötlampe. Die ersten zwei, drei Abgüsse werden meist nichts – jede Menge Lufteinschlüsse. Abhilfe: Form mit Talkum-Puder aus dem Baumarkt auspinseln und kleine 1mm-Löcher an kritischen Stellen zum Entweichen der Luft bohren.
5. Form zwischen zwei Abgüssen immer auskühlen lassen. Dafür gibt´s ja das Privatfernsehen: in jeder Werbepause immer ein Stück giessen.
6. Anguß und Luftstege entfernen, entgraten. Meist die überwiegende Arbeit ist.
Einschränkend möchte ich jedoch sagen, dass ich mittlerweile von der Handcreme als Trennmittel abgerückt bin und die entsprechenden Sprays anwende.
Gussformen können auch aus fertigen Silikonplatten unter Hitze, Druck / Vakuum angefertigt werden. Dazu bedarf es allerdings einiger Einrichtungen, die kaum jemand haben wird. Außerdem ist zu beachten, dass das Original zwingend hitzebeständig sein muss. Geeignete Einrichtungen gibt es bei Dicke www.weissmetall.de
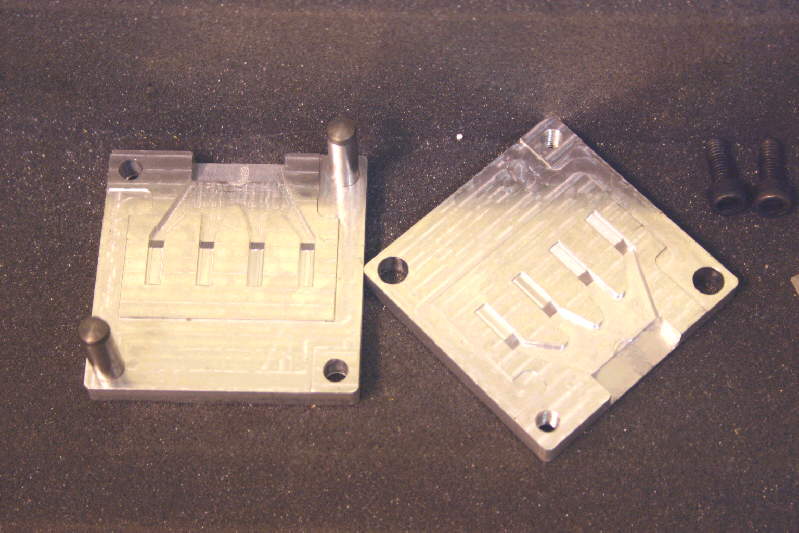
An einer anderen Stelle beschreibt Kübelkiller die Anfertigung von Gussformen aus Aluminium phpBB2/viewtopic.php?t=1655&postdays=0& ... sc&start=0
Aluform für Weissmetallguss (Kübelkiller)
Geeignete Weissmetalle
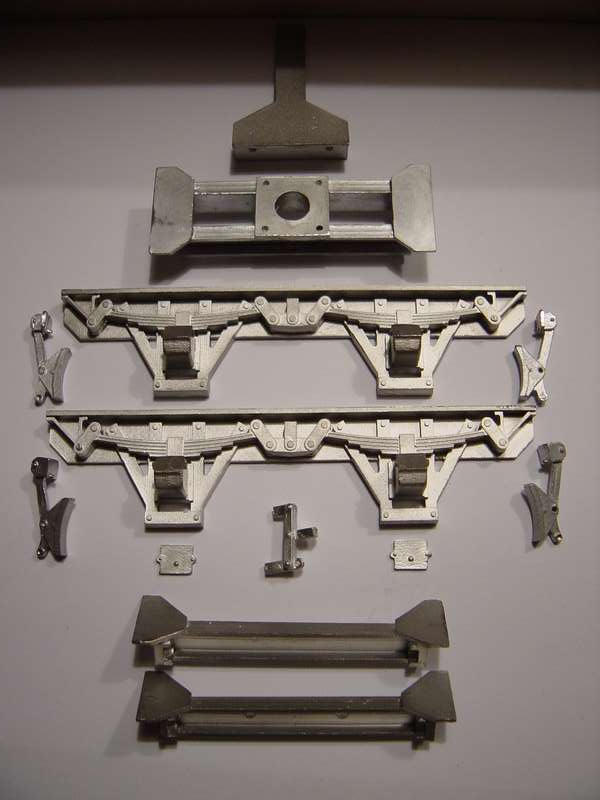
Üblicherweise werden Zinn-Blei-Antimon -Legierungen verwendet, wobei der Antimon-Anteil als Flussmittel dient. Für größere Werkstücke ist Zinn/Blei/Antimon 72/20/8 geeignet. Diese Material ist bei Dicke erhältlich unter der Nummer 4072. HarzerRoller stellte daraus z.B. schon mal Drehgestelle her, die Stoffelschen Krokomäuler sind auch aus diesem Material
Breslau 1 (HarzerRoller)
Krokomäuler aus Weissmetallguss (Stoffel)

Dieses Material hat gute Fliess- und Festigkeitseigenschaften. Darüber hinaus ist es zäh, verkraftet also auch mal einen Absturz. Sehr filigrane Teile lassen sich daraus aufgrund der Oberflächenspannung des Materials und der langsamen Verfestigung nur schwerlich herstellen. Hier sind Wismut-Zinn-Legierungen besser geeignet, z.B. BiSn von Dicke. Bommel gelang es, aus dieser Legierung 1,6mm-Gewinde zu giessen !!!! Siehe www.buntbahn.de/phpBB2/viewtopic.php?t= ... c&start=10
BiSn-Feinguss (leider schon lackiert) (Bommel)
BiSn fließt in heißem Zustand wässrig und füllt damit die letzte Ecke aus. Es erstarrt schlagartig und schrumpft dabei nicht. Nachteilig ist jedoch, dass BiSn recht spröde, sehr teuer und damit nur für kleinere Teile geeignet ist.
Teile hoher Beanspruchbarkeit können aus Zink hergestellt werden. Die hohe Gießtemperatur von rund 450° geht jedoch an die Grenzen der Silikonform. Aluminiumformen dürfen nicht mit Zink ausgegossen werden (Zerstörung der Form !). Auch die Fließeigenschaften sind nicht besonders gut.
Treib-/Kuppelstange aus Zinkguss (Stoffel)

Eine Tabelle mit unterschiedlichen Legierungen, deren Härte und Schmelzpunkt findet Ihr bei www.weissmetall.de. Grundsätzlich soll mit einer Temperatur ca. 50° über Schmelzpunkt gegossen werden. Höhere Temperaturen können die Legierungen schädigen. Zu niederige Gießtemperaturen führen zu schlechten Ergebnissen. Bei Dicke könnt Ihr auch alles Erforderliche kaufen. Auch findet Ihr auf dessen HP weitere Hinweise und Tricks.